
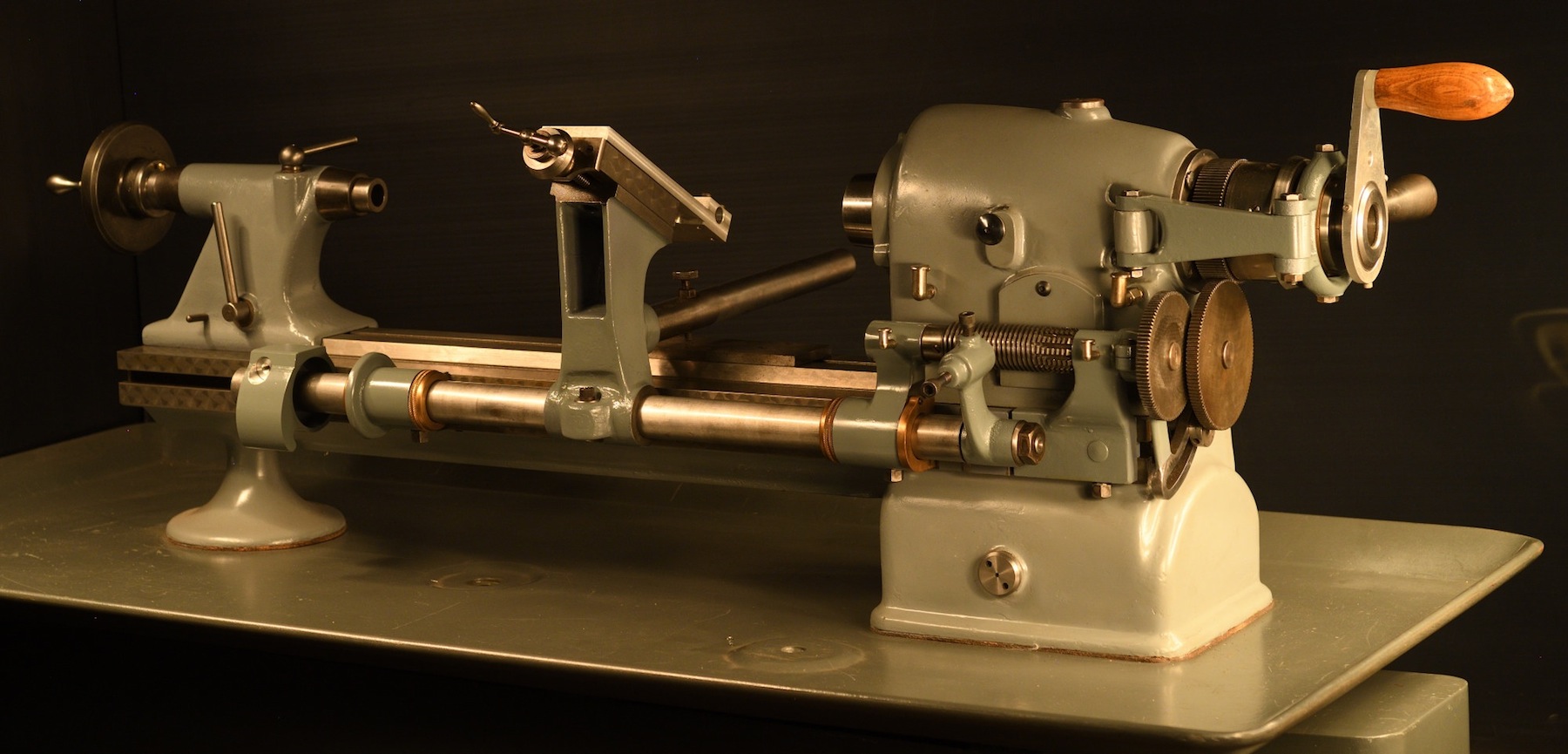
The above Hardinge lathe is my primary lathe. It is the only Hardinge lathe on a metal base cabinet that I have owned. I generally prefer older, simpler wood bench top lathes. I bought this lathe because it had a rear thread chasing attachment (albeit with major missing parts) along with other useful and valuable accessories and it was offered at a price that I could not refuse. I bought it at a time when I was facing serious surgery and health problems. It was a big decision to buy it, but I am so glad that I did buy it. I have since sold 2 other lathes that were my primary lathes. This is the best lathe I have ever owned. I now only have 2 Hardinge thread chasing lathes. Yes, there used to be 3 thread chasing lathes, but I recently sold one. This thread chasing lathe is NOW AVAILABLE. In the near future, I will have to give up my shop space and move a severely limited amount of equipment into my 3rd floor apartment. Although this is the lathe I use most of the time, the older flat belt lathe illustrated below is what I will be able to move to my 3rd floor apartment. This lathe is available with the thread chasing attachment, a set of change gears, and the excess thread guides I have available for a price of $12,000--an extremely rare offering. If you do not have 3-phase, there are several options: an RFD drive, a single phase motor, or a DC motor (I have several DC motors available, even one that is powered by a POWERFUL 1200W RECHARGEABLE 48V LI-ION battery).
As the grave diggers in Shakespheare's Hamlet say, "The longer you have lived, the closer you are to the end of your life." That is where I am at. These older Hardinge thread chasing lathes are extremely rare today largely because their owners died and their heirs did not know what they had. With all the loose parts associated with these lathes, it is very easy for them to be separated from the lathes when ownership is transferred. Someone offered me a Hardinge thread chasing lathe that was complete, except that he had only one thread guide, which meant that you would only be able to cut 6 different threads on the lathe: that, plus the logistics of getting the lathe to me from 2000 miles away prevented me from buying it. I have many thread guides and all the necessary parts and accessories for 2 Hardinge thread chasing lathes. I have metric and American thread guides. I want these lathes and all the related parts and accessories to be sold to someone who will appreciate them. I think it wise to sell the 2 lathes to the same person. That person may then choose which thread guides (and other accessories) he wants to keep and sell the spare lathe if he so wishes. I will include all the threading parts that I have. I have many such parts. I have plenty of parts for 2 complete lathes (+ extras of some parts), each with an assorment of thread guides and loose change gears. If you are seriously interested in obtaining the best Hardinge thread chasing lathe you can hope to find, you will agree. You will want to buy the 2 lathes together. Looking to the future, I am offering both lathes NOW for $20,000. If you only want one lathe, buy the above lathe.
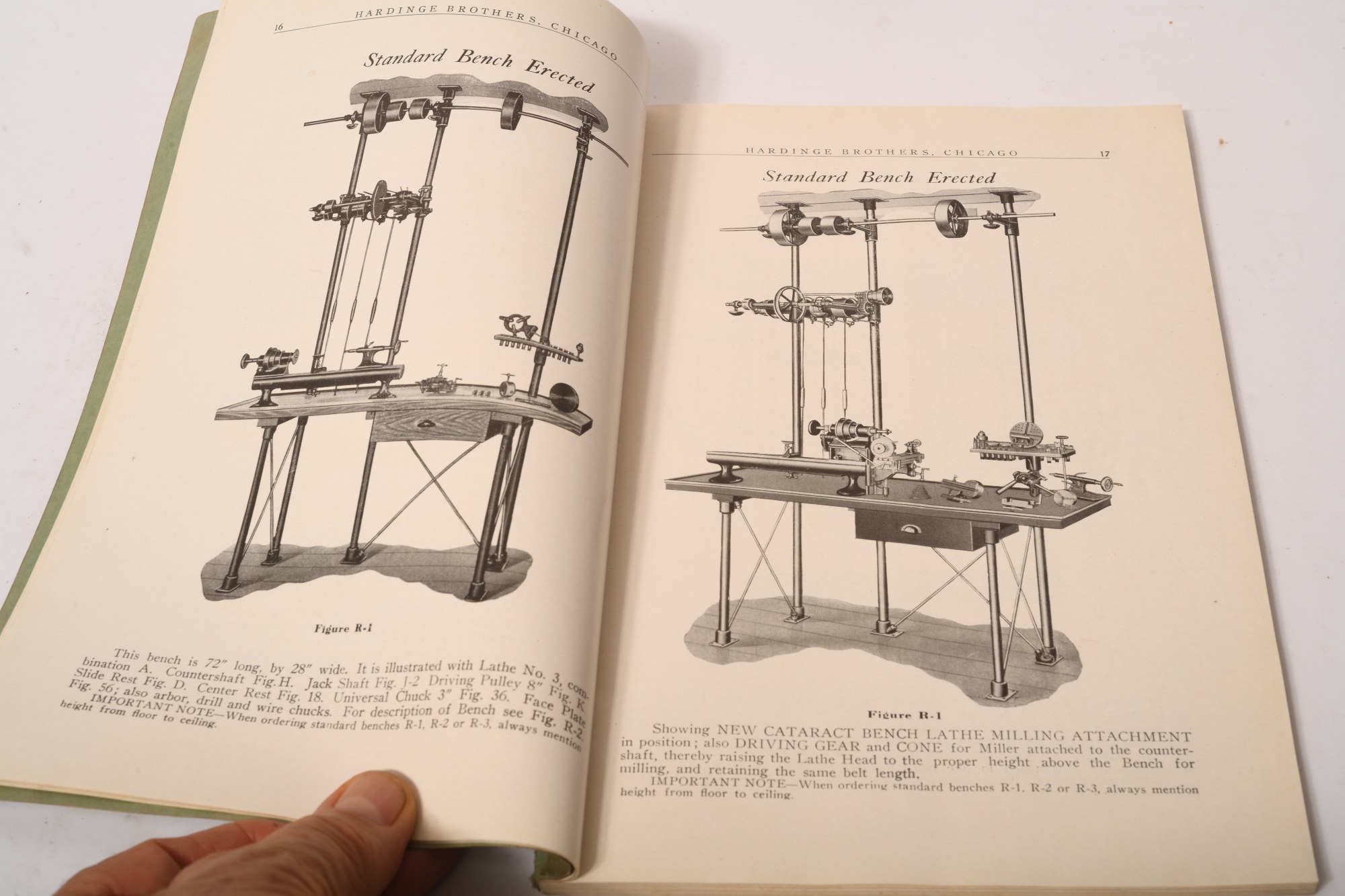
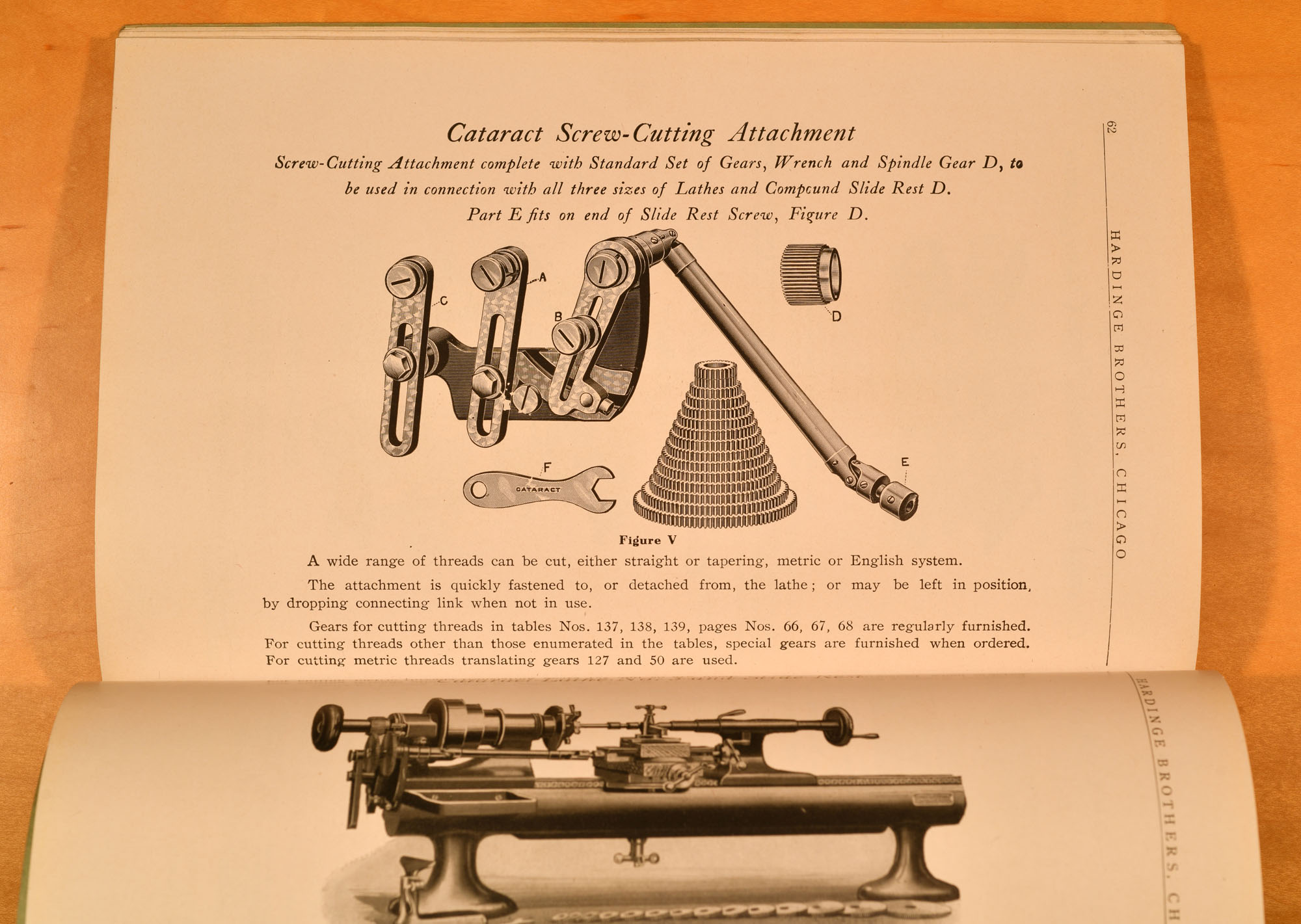
In the early years Hardinge made lathes that were driven by a single large electric motor that drove an overhead line shaft that ran through the building and powered multiple machines. This photo from an early Hardinge catalog shows such lathes. The 4c Hardinge lathe illustrated here (since sold) included a table supported by 5 legs and with vertical pipes as shown in the catalog illustration.
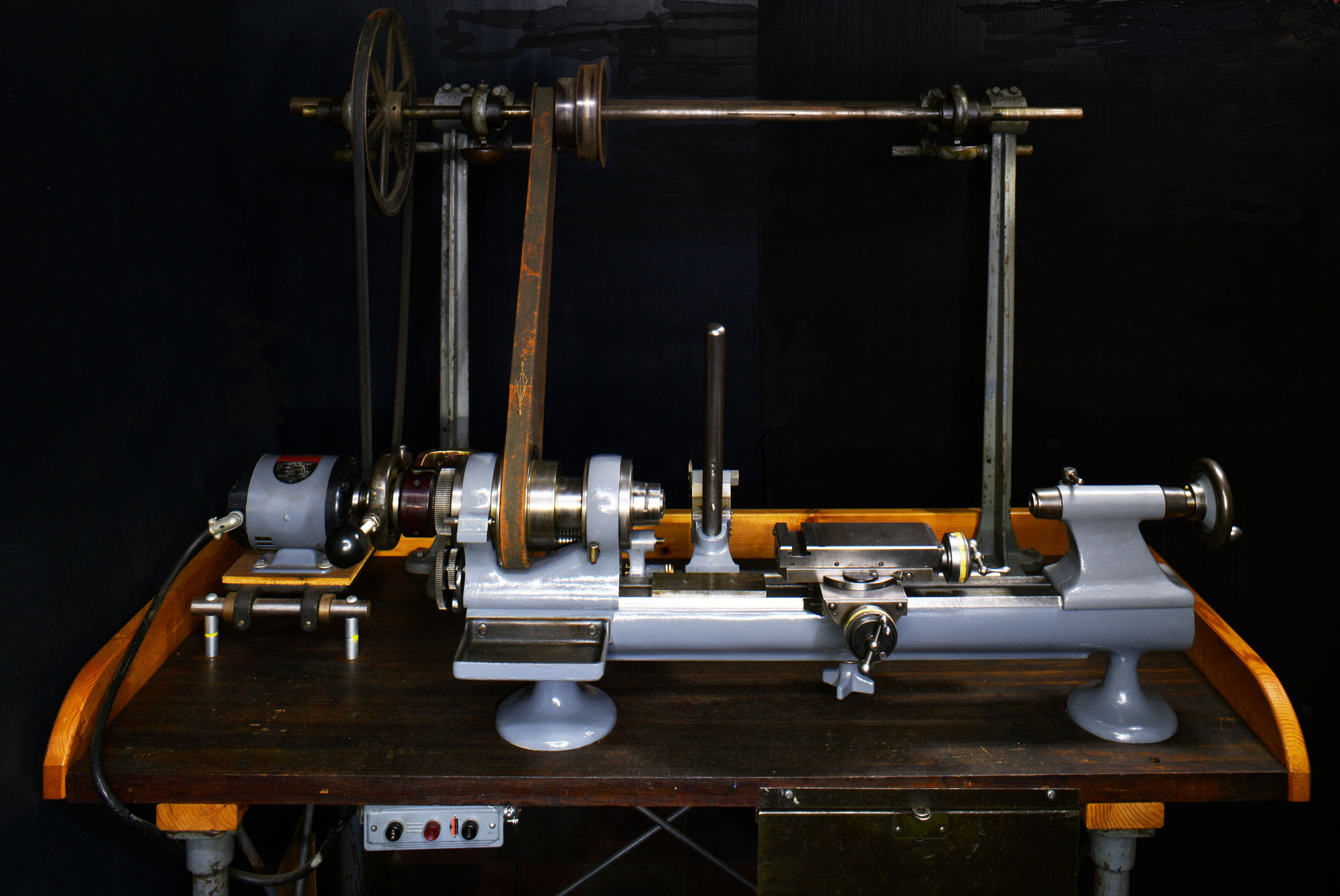
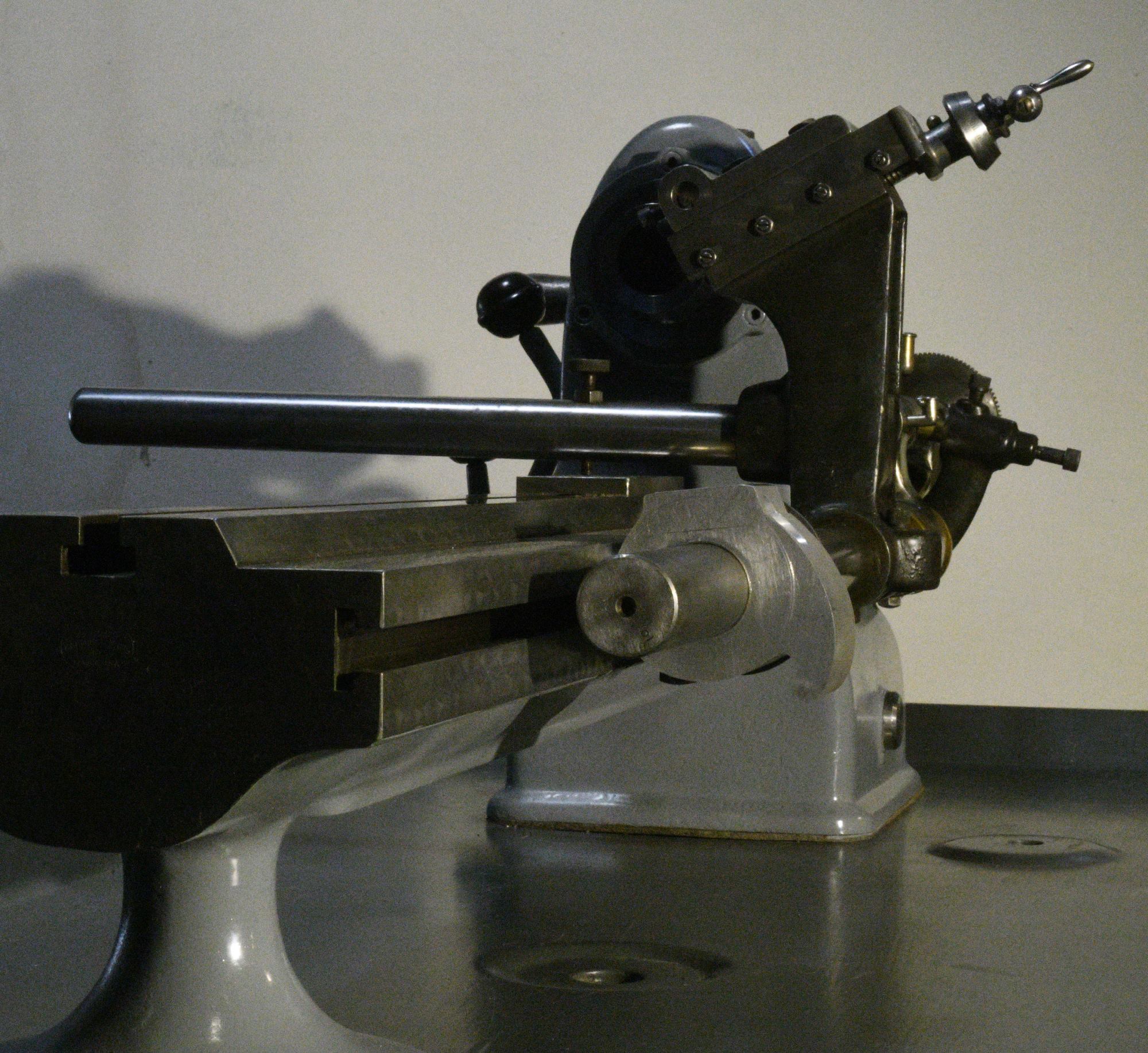
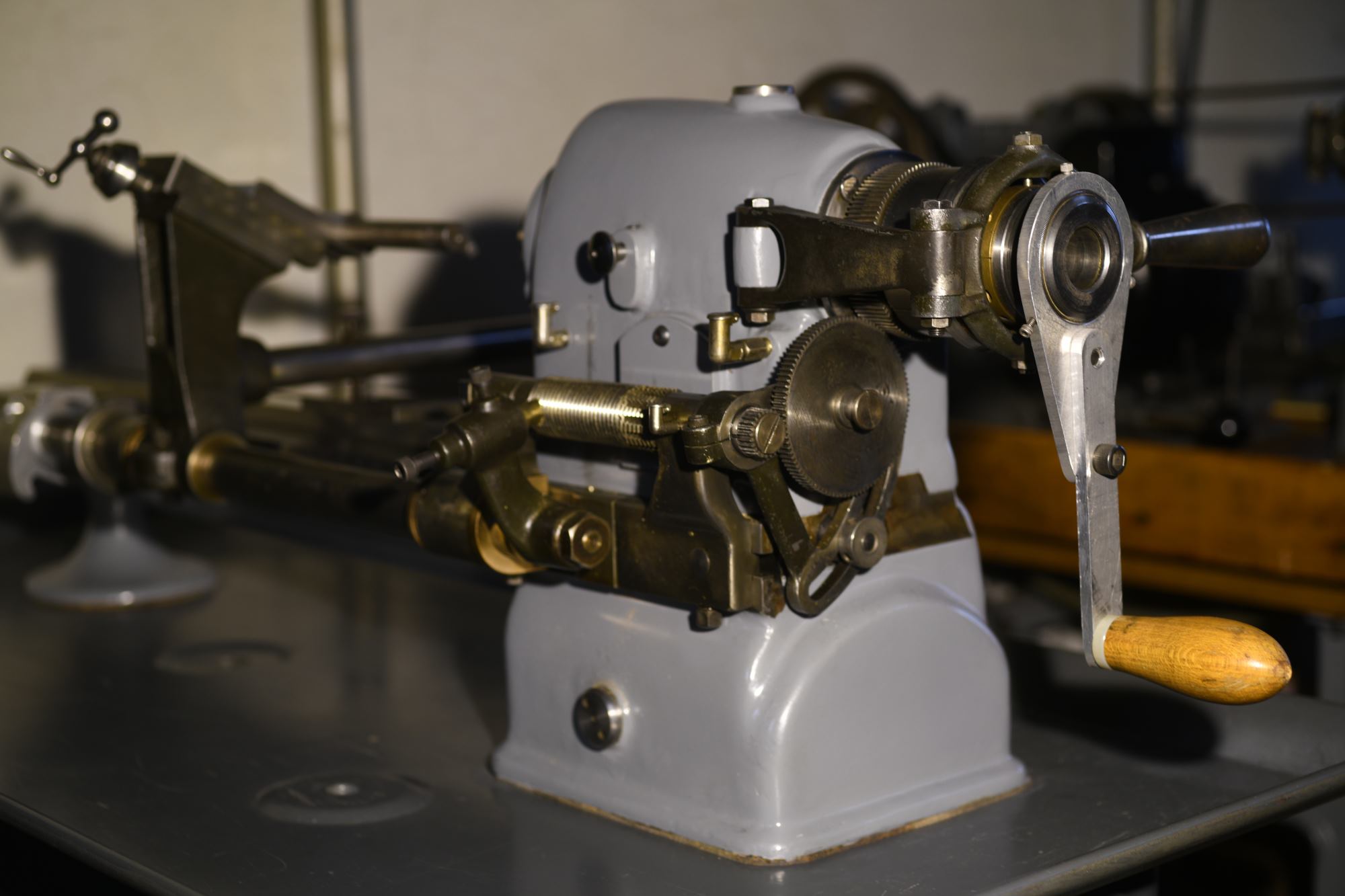
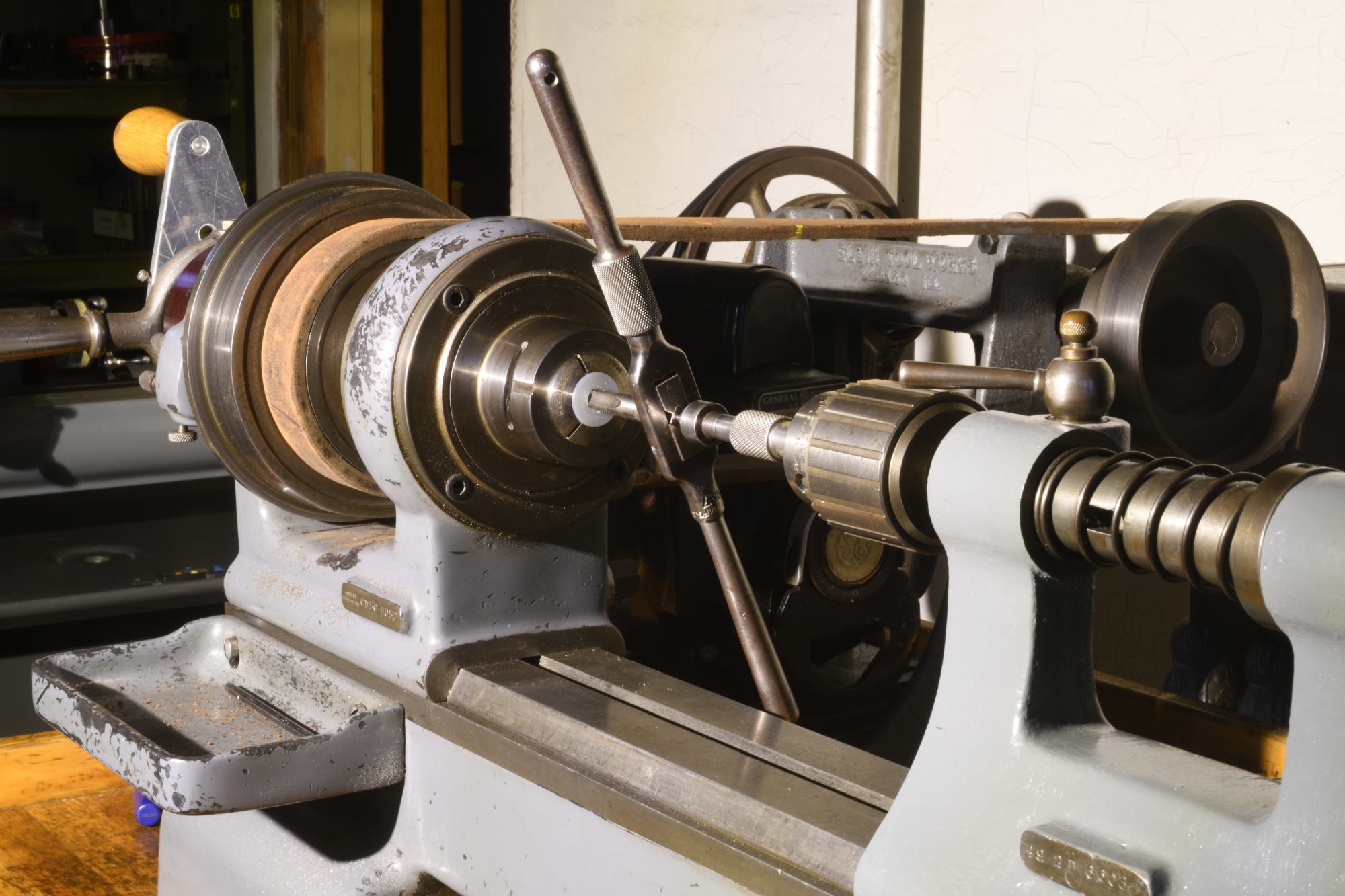
Later, smaller electric motors became more common and idividual machines were driven by their own motors. The below lathe has castings that are table mounted to provide for an overhead drive system powered by a table top mounted motor. The rear thread chasing attachment is positioned immediately behind the cone head pulleys on the lathe head stock.....and the drive needs to be overhead for the belt to clear the thread chasing attachment. Later, drives were mounted underneath the lathes with the driven pulleys in an enclosed head as seen in the photo at the top of this page.
This page is somewhat hidden. You have to be interested enough in these older thread cutting Hardinge lathes to have found it. You got here by clicking a link somewhere else on my web pages. This Hardinge thread chasing lathes page is not found on my table of contents page, although you can get to the table of contents from a link at the bottom of this page.
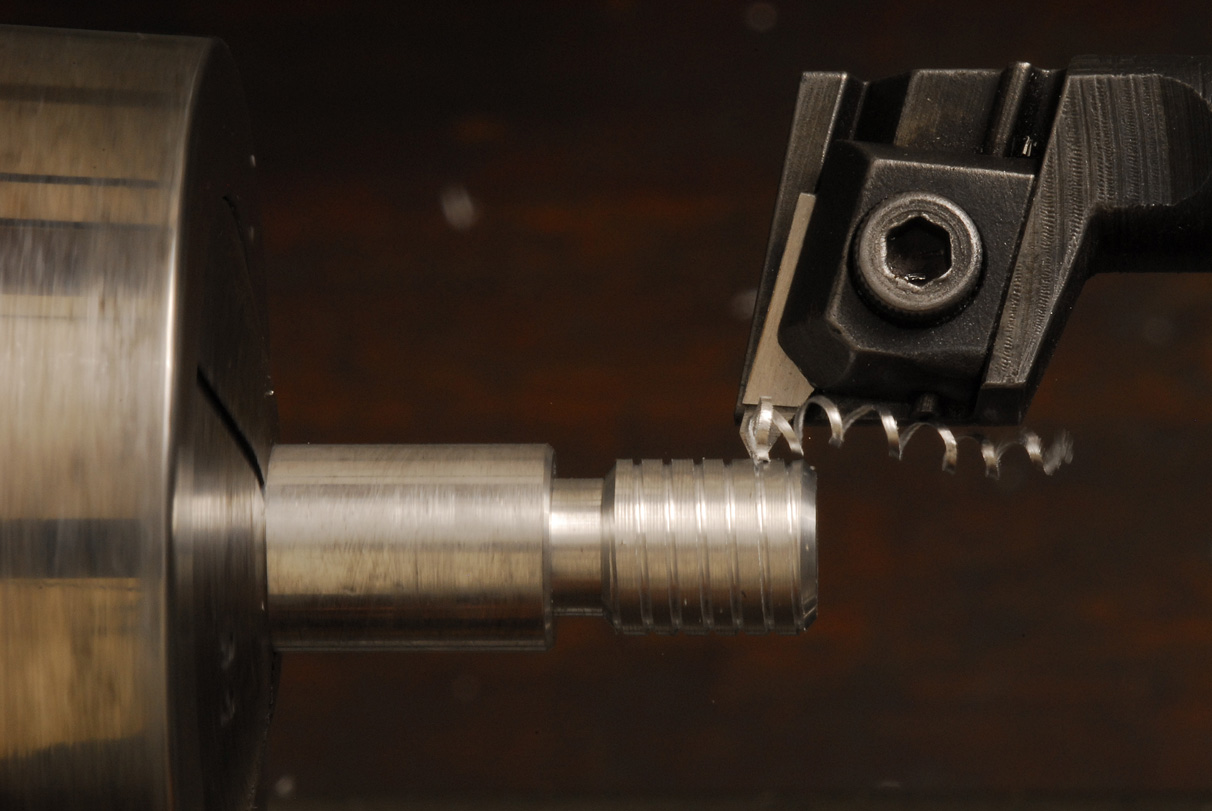
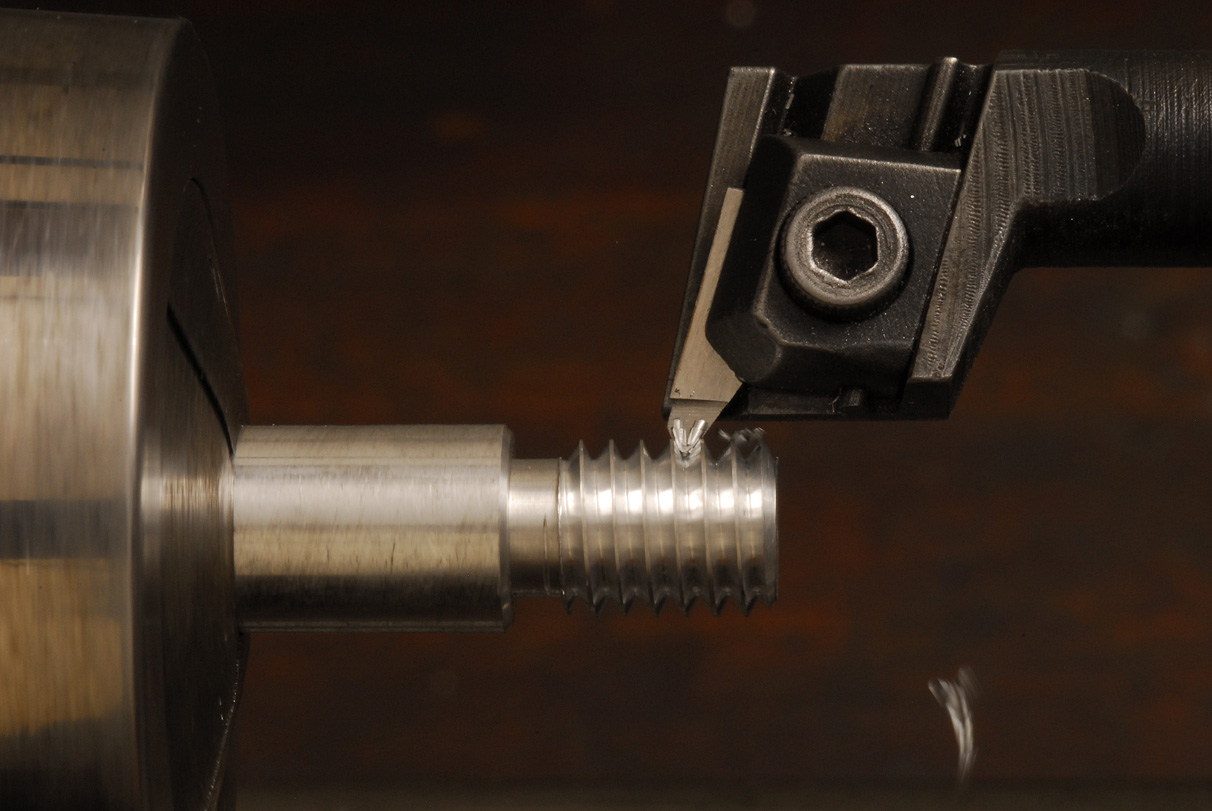
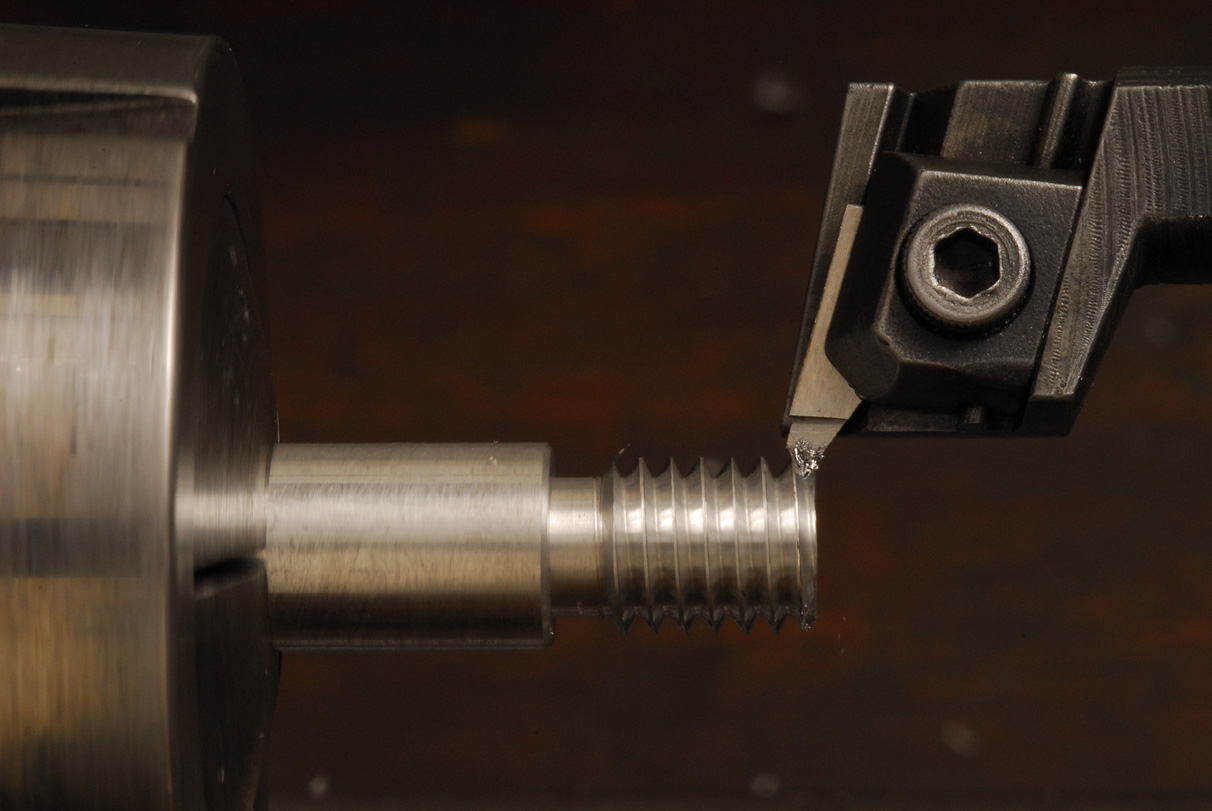
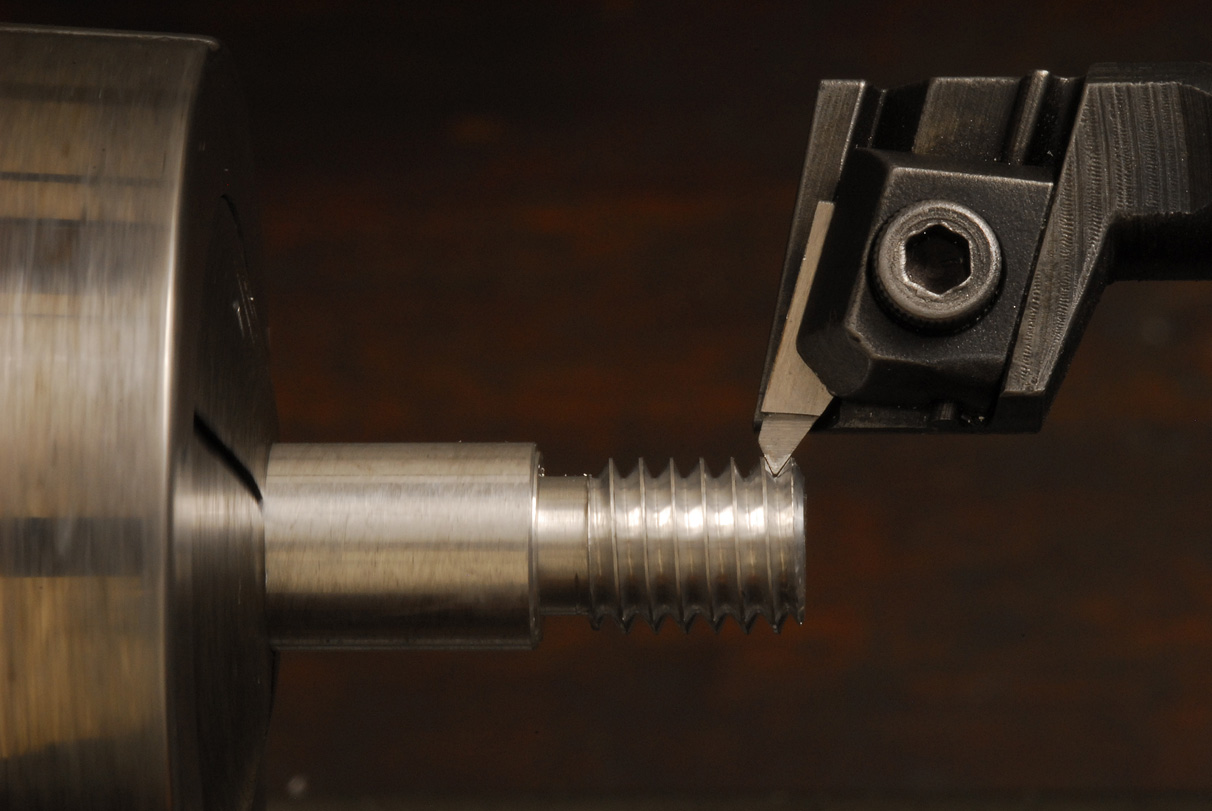
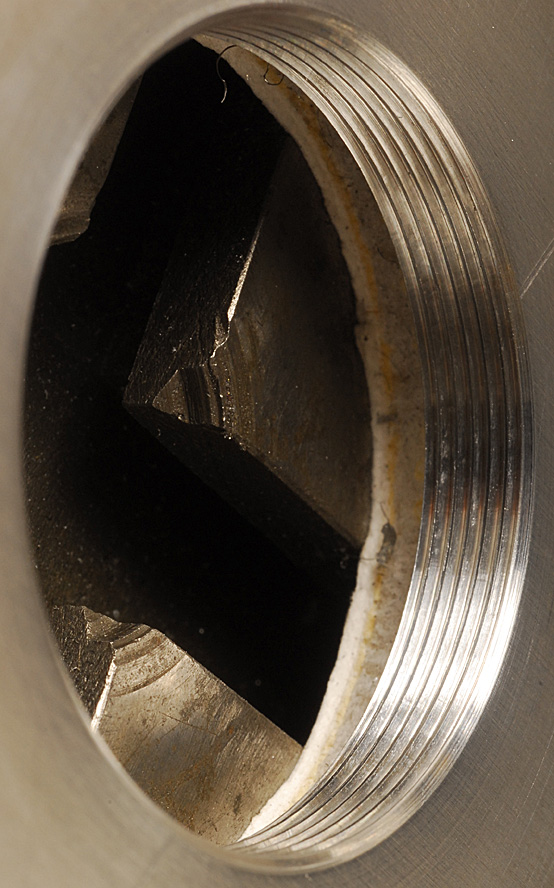
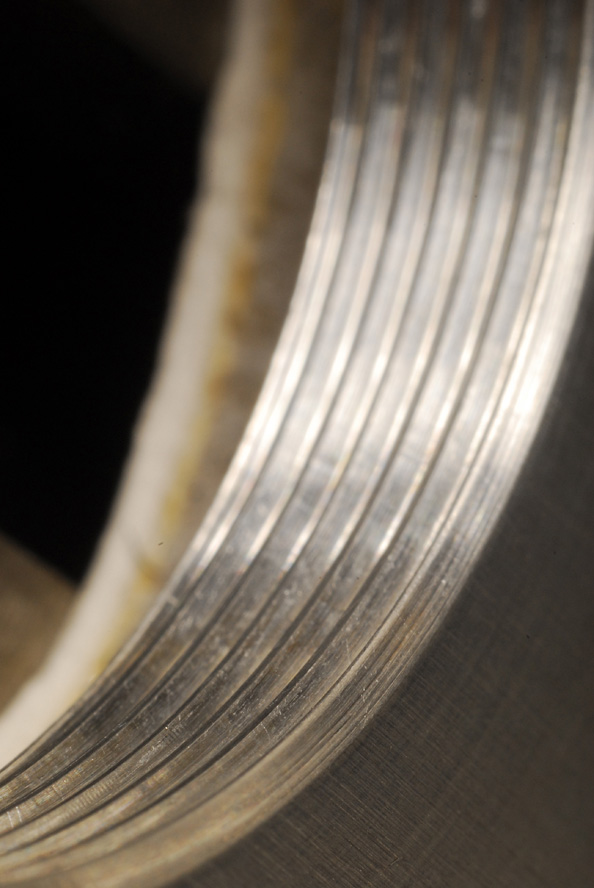
I use only older Hardinge lathes. They have many qualities that I like: their small size and weight, their simplicity of design, the transparency of their operation, their quiet operation, their ease of maintenance and repair, their relatively low price. The main problem with them is finding the accessories you need to make them useful. This is especially true of the thread cutting accessories. I have now had half a dozen or more Hardinge thread cutting lathes. I have 2 presently. Before I had Hardinge thread cutting lathes I had a Clausing 5900 series lathe that I used for cutting threads. Like most people, I bought into the belief that a quick change gear box, variable speed and other modern features were good. All those modern features come at a price, however. The Clausing was a very heavy lathe that had to be moved with a fork lift. The hydraulic system used to change the variable speed would have been a nightmare to repair. Just changing the variable speed drive belt required considerable disassembly and reassembly. One person can disassemble, transport by hand and reassemble one of these older Hardinge lathes. The operation of these Hardinge lathes is all in the open. There are no complex or hidden systems. The Hardinge cuts better threads than the Clausing. The Hardinge will cut threads starting from the shoulder. The Hardinge will cut threads up to a preset point and disengage itself. There is no need to set the thread cutting tool at 29.5 degrees; the lathe cuts evenly on both sides of the V groove just the same. Here are some photos of threads being cut with an old Hardinge.





My 1st 2 Hardinge thread chasing attachments were bought from the same old man. He would go to auctions in the Chicago area and buy Hardinge lathes and accessories. He said he once bought 12 Hardinge lathes at an auction in order to obtain one or more parts from each. He too had trouble putting together a complete thread chasing attachment. He mentioned that he could not get the above lathe working for all pitches until he found that curved hinged bar that is part of the Hardinge collet quick close system. Finally, this old man, at 85 years of age, gave up his machine shop and sold me his personal thread chasing lathe. When I asked him if he would sell it, he said "Yes, but it is expensive." I bought it at his price and thought "what a bargain." In all the years I had bought such equipment from him, I never once bargained with his prices; I wouldn't dare bargain with someone selling such RARE items. I was lucky to get it. I feel blessed to own it.
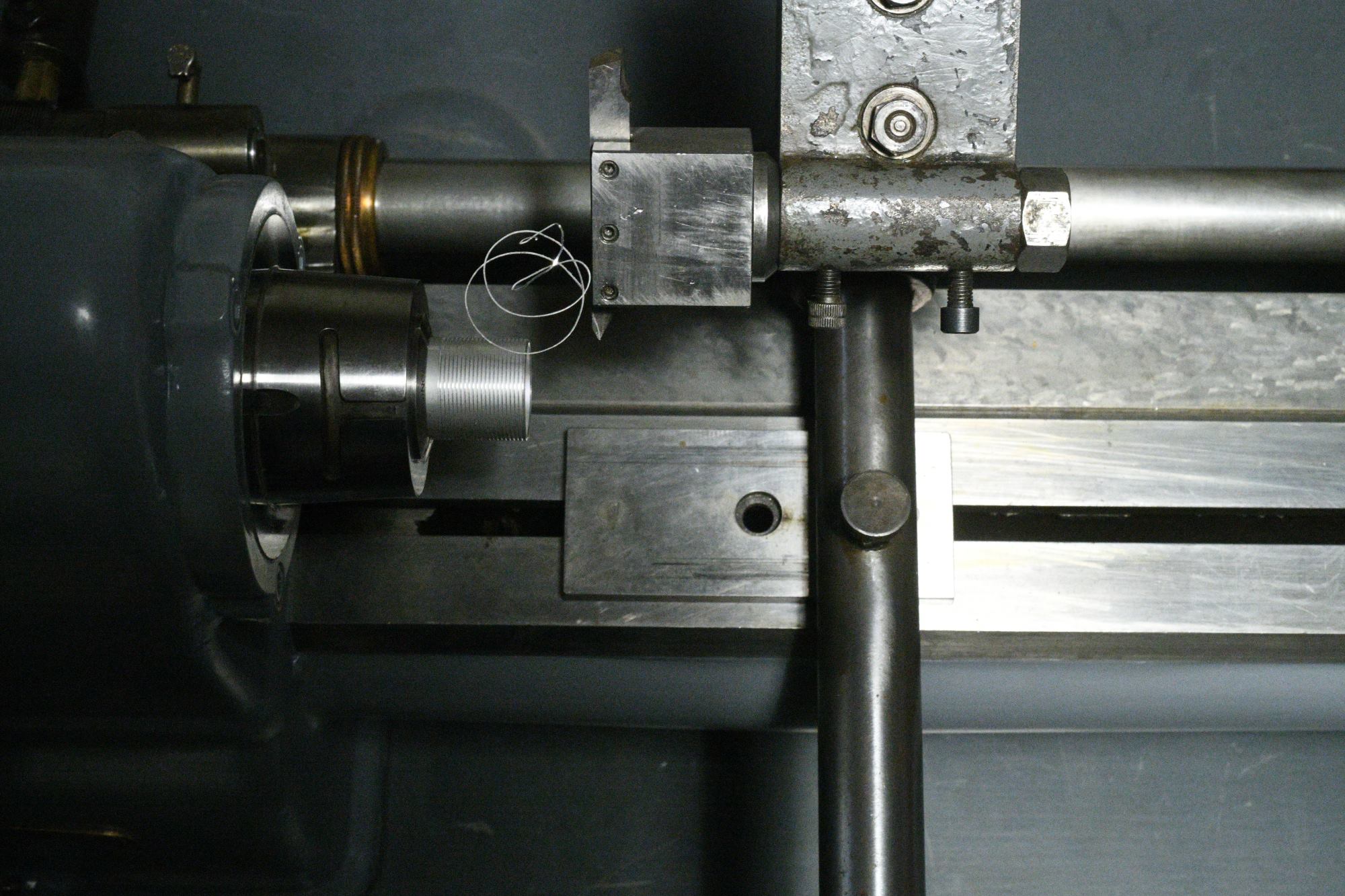
While looking over the lathe and accessories, the old man continued with his sales pitch........ "These lathes were oftentimes found in multiples in shops. Each lathe would be set up to cut a particular thread." Having worked with Hardinge thread chasing attachments before, I understood the message between the lines........."the set up of these lathes takes patience; you will not want to set it up for different operations if you can avoid it." How well I know that! It takes some minutes to set up the lathe to cut a different thread. The thread guide at the rear may have to be changed. In order to do that, you have to remove the gears between the spindle and the thread guide, loosen the mounts that the rear thread chasing attachment rides on, change the thread guide and the follower, maybe even make a thread guide follower, maybe change the shaft that the thread guide runs on, reassemble all, install different gears between the spindle and thread guide, being careful to have just the right clearance here and there, being careful to unlock and relock all as necessary. You have to reset the thread chasing stop. You have to reset the cutting tool height and depth and maybe change the cutting bit. Don't forget lubrication! That overhead countershaft should be oiled before each use. The thread guide shaft needs lubrication. Spindle bearings and gear shafts need lubrication. Think you are ready to cut threads? Careful, it's easy to screw up. If all is not properly set up, you may damage the gearing, ruin the workpiece, etc. There is so much to double and triple check. It is best to cut a practice thread, maybe even by hand turning the lathe, and make sure all is working smoothly before working on your part. Once properly set up, thread cutting proceeds with remarkable ease. Multiples are easy.
I appreciate these old lathes and especially the thread chasing attachments. If you have any such lathes and/or accessories, do not discard them. They are not worthless junk. Obsolete, well yes--in most people's eyes, but not mine. I want to keep this older technology alive. Offer them to me, please. Conversely, I have some excess equipment that I am making available for trade. In the photo below are some of the thread guides that I have for these thread chasing attachments. I have some duplicates. I am willing to trade those duplicates for ones that I do not have. What do you need; what do you have to trade? You will find some of my excess equipment illustrated here and on the page that led you here.

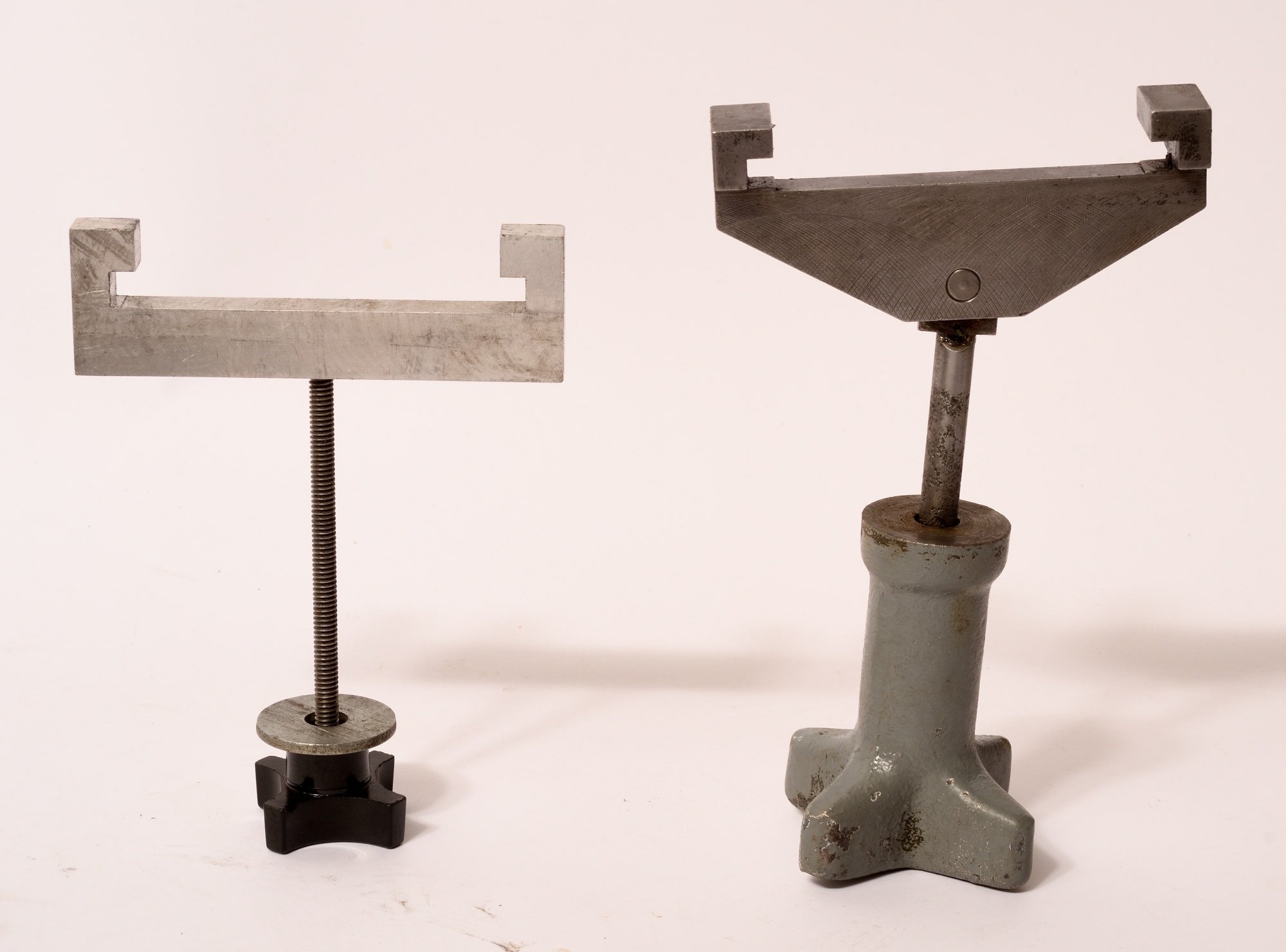
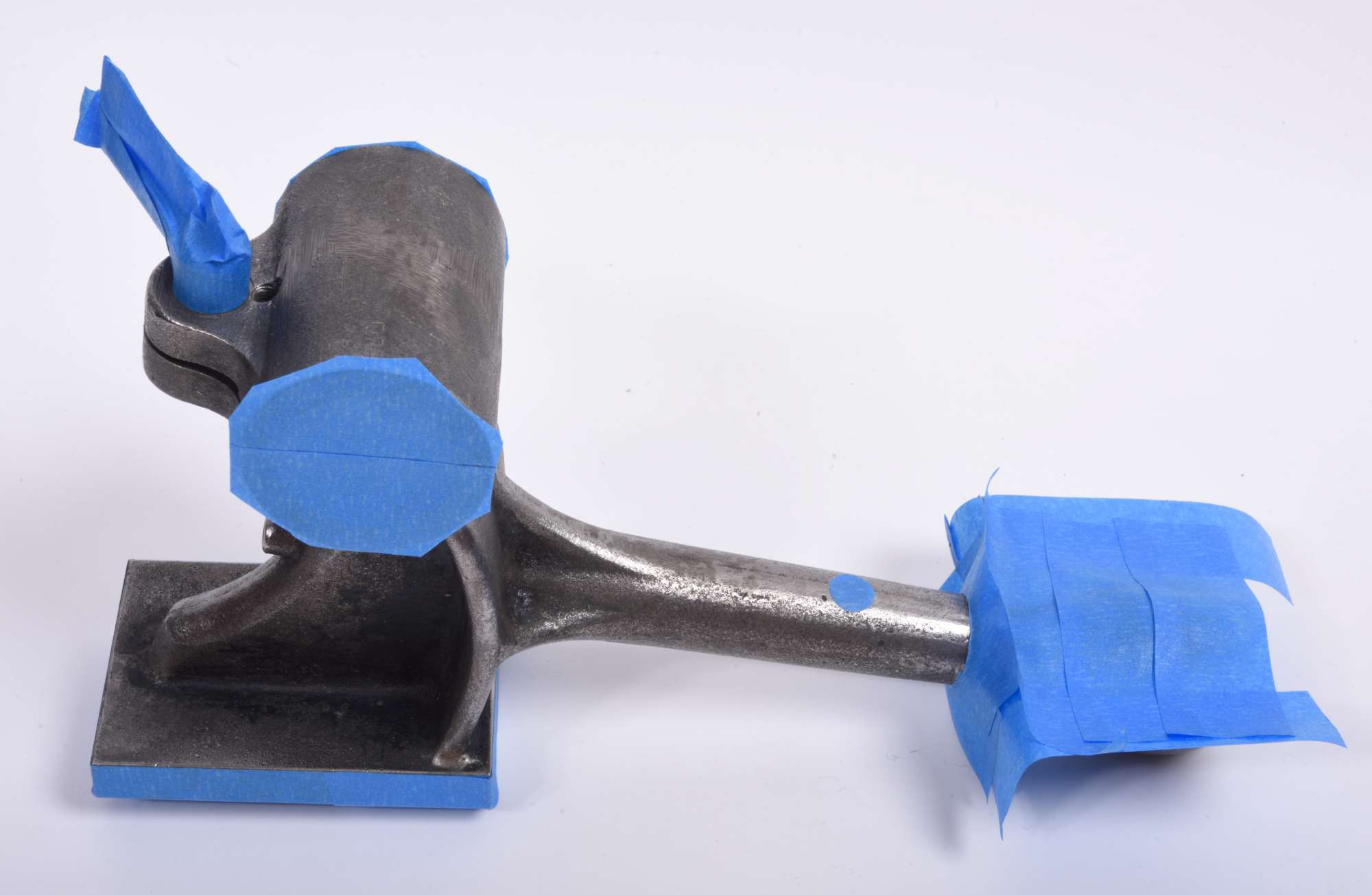
HARDINGE PART WANTED. This is a throwout casting for the threadchasing attachment. When it runs into the part next to it during a threading operation, the toolholder arm is disengaged from the work. If you have this part available, please sell it to me. Will trade or pay cash.



GLENNVIEW THROWOUT PART. The throwout part is an important piece. Not only does it disengage the threading tool automatically, but it prevents your threading toolholder from falling to the bed.....possibly damaging the crank and/or lead screw on the threading toolholder. It may be quite awhile before I find the Hardinge throwout part, so I made my own. I did not have the steel stock on hand to make it, so I used aluminum, which I knew would work well. I did not duplicate the Hardinge part because it would just be an exercise in stock removal. Actually, the next one that I make will be even less like the Hardinge part. Functionally, this works just like the Hardinge part. If you need one of these parts, you are welcome to copy my design. Warning: it is very time consuming to make this part. Or, I am willing to trade it for other thread chasing parts that I need or even sell it outright.



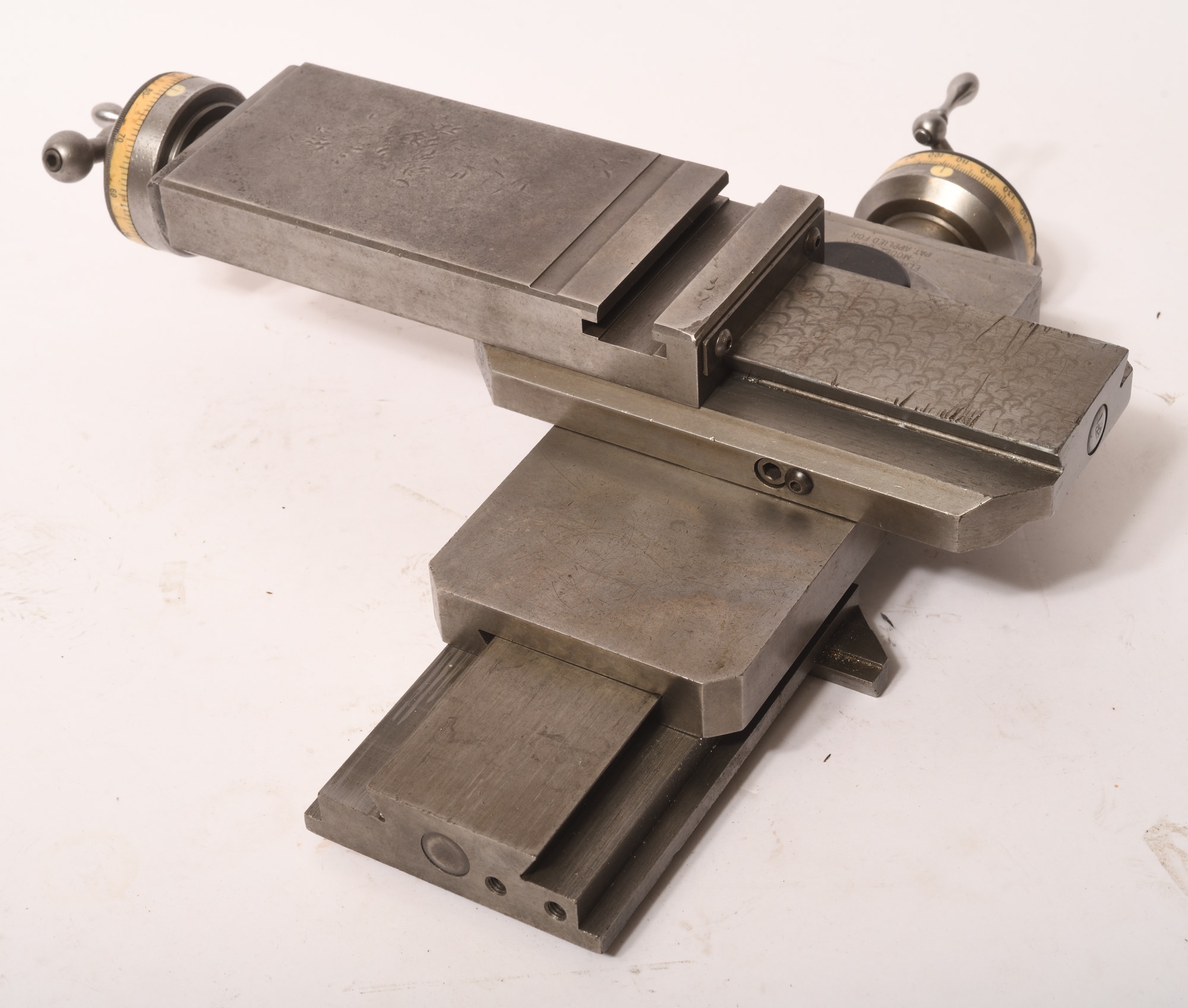
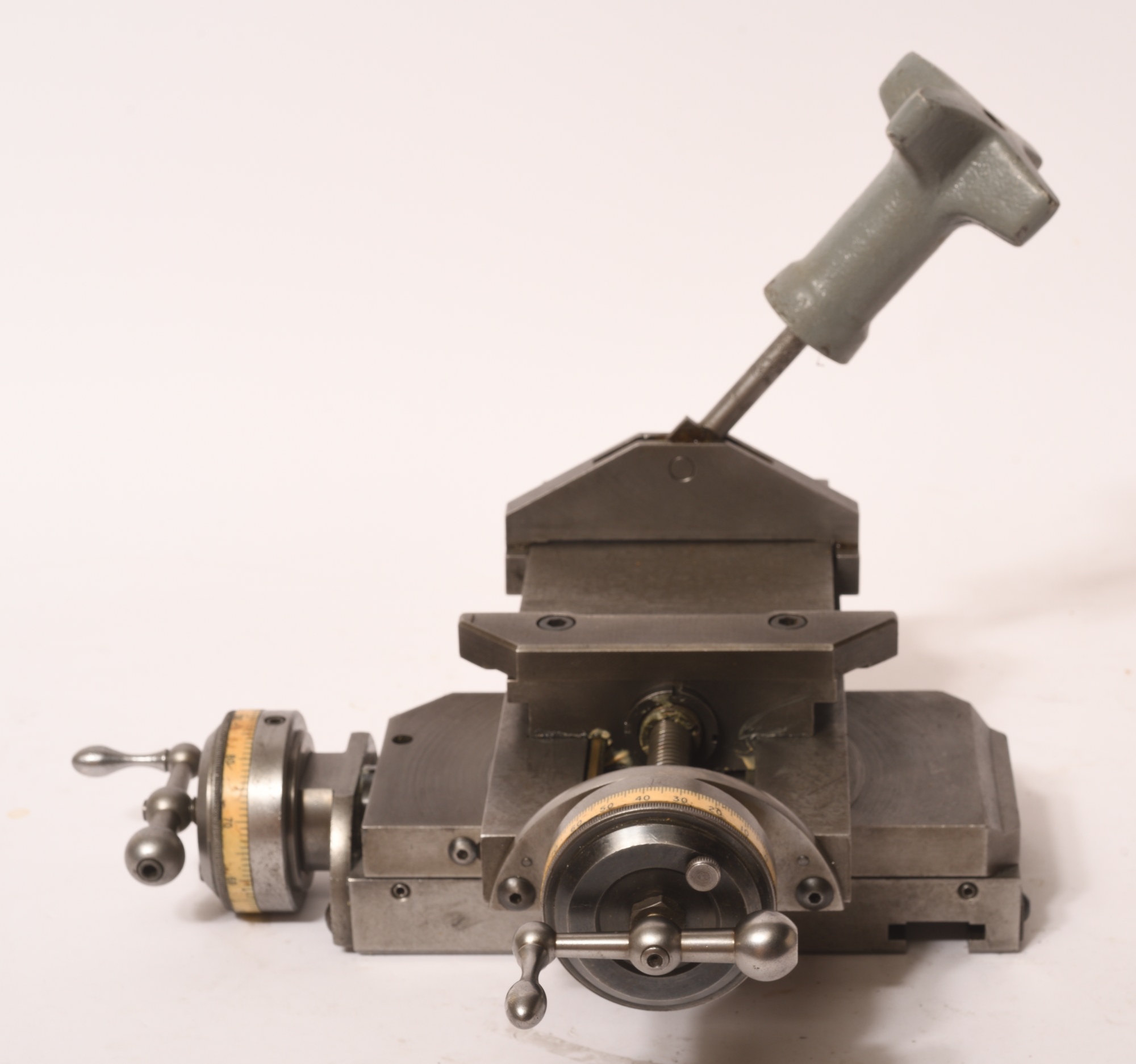
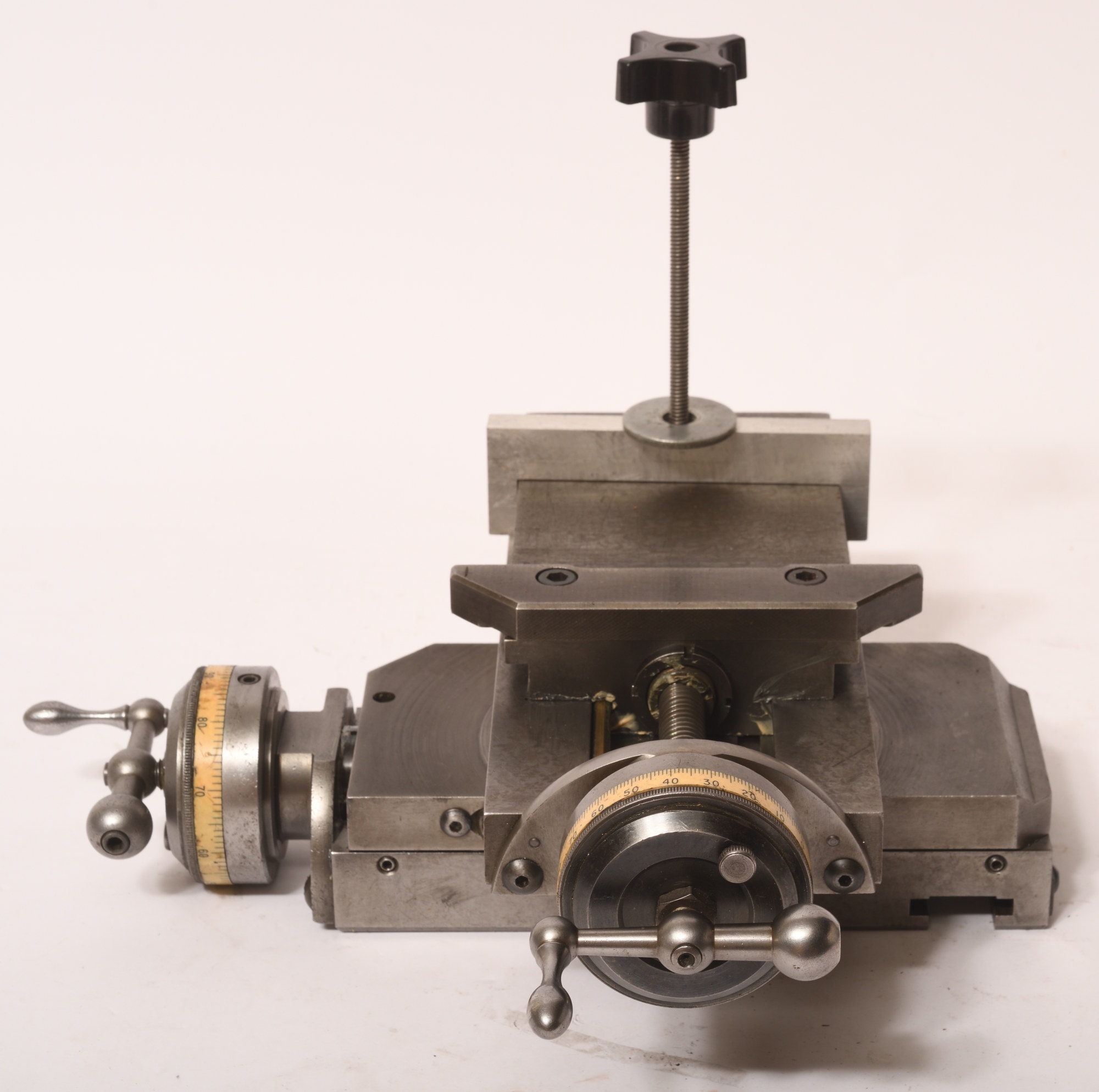
Hardinge DSAR compound and crossslide and accessories that was here has been moved to my HARDINGE & ELGIN BENCH LATHES and accessories web page.


Hardinge Taper attachment for cataract lathe. You may tilt that hardened striker plate in either direction and cut internal or external tapered threads. This is the only one seen by either the octogenarian Hardinge collector or myself. Before I put it on my web page it was fun to ask visiting Hardinge afficionados what it was. None had ever seen one before or even knew that a taper attachment had ever been made for the Hardinge cataract lathe. So how would this work to cut tapered threads? You would extend the thread cutting bit out over the top of the work piece and lower it using the screw that rests on the hardened plate. The item appears to be unused. It is about the size of a Hardinge factory bed checker used to evaluate the progress of a scraped bed. This could be used in the same manner. Put some dye on the bed and move this along the bed to check the scraping progress. A Hardinge compoiund hold down is used to hold this down. The hold down is not included with this, but is available with the purchase of this for an additional $150. By the way, the bed that you see this on is the bed in the newly refurbished thread cutting lathe with the overhead drive shaft illustrated in large size above. EXTREMELY RARE, $600.



HARDINGE CATARACT LATHE GEARS
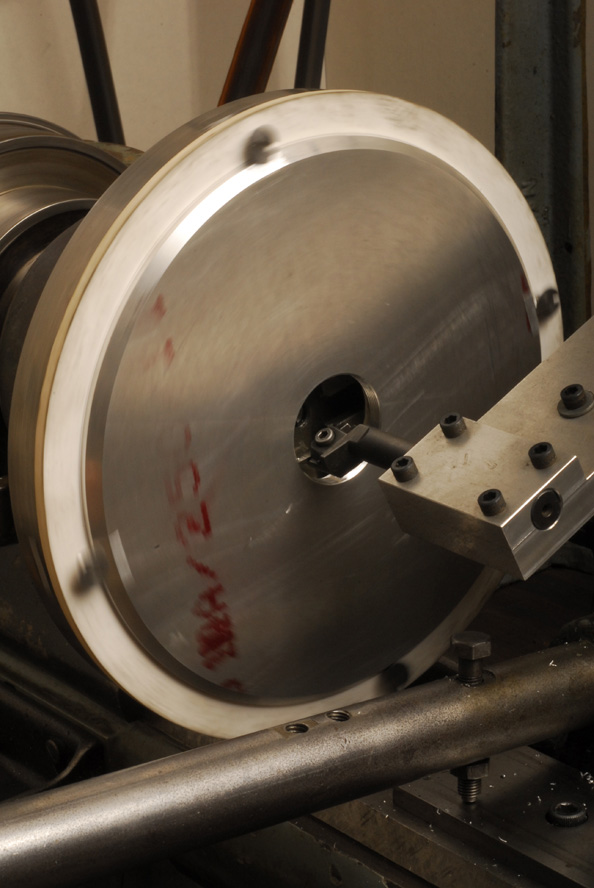
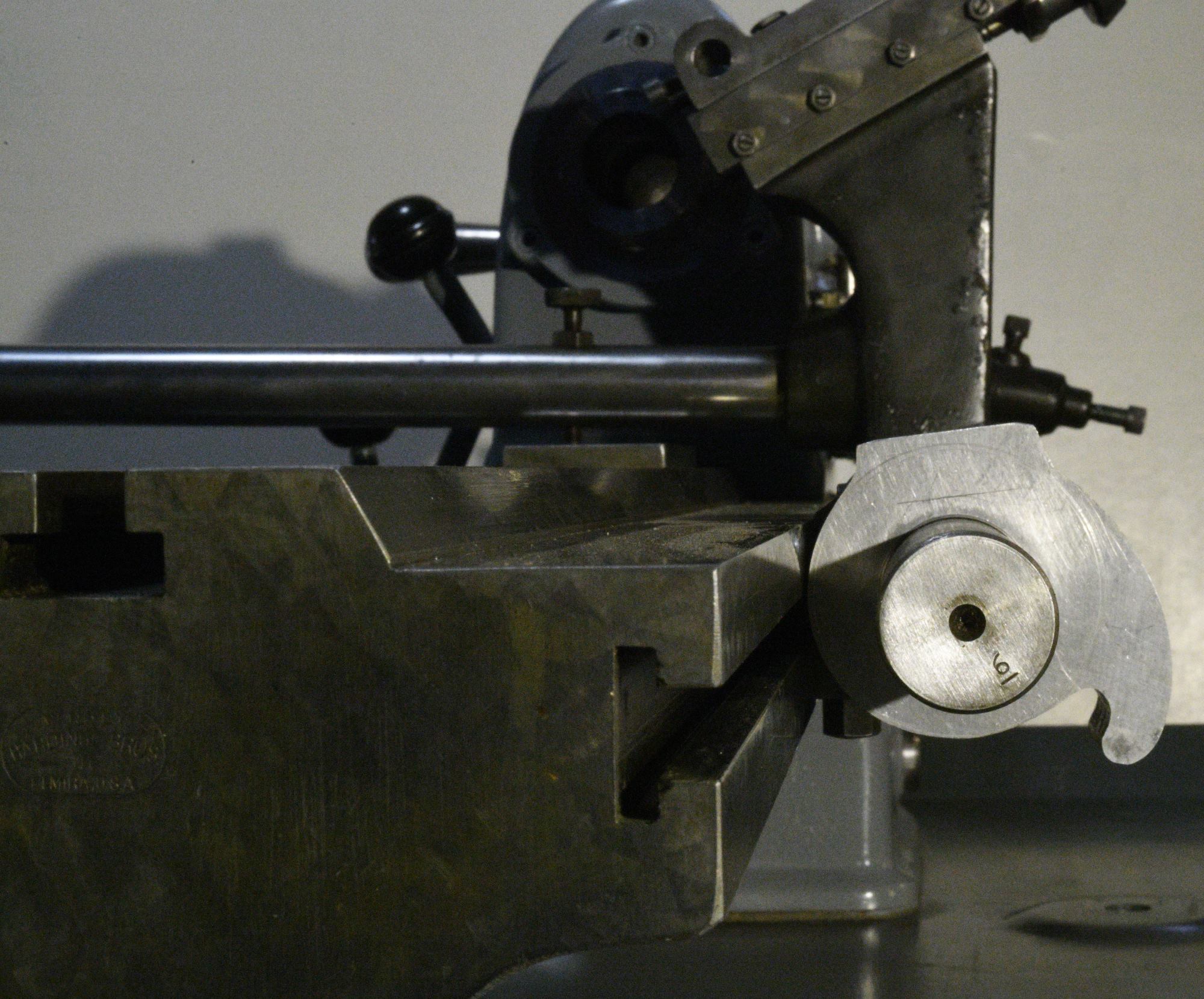
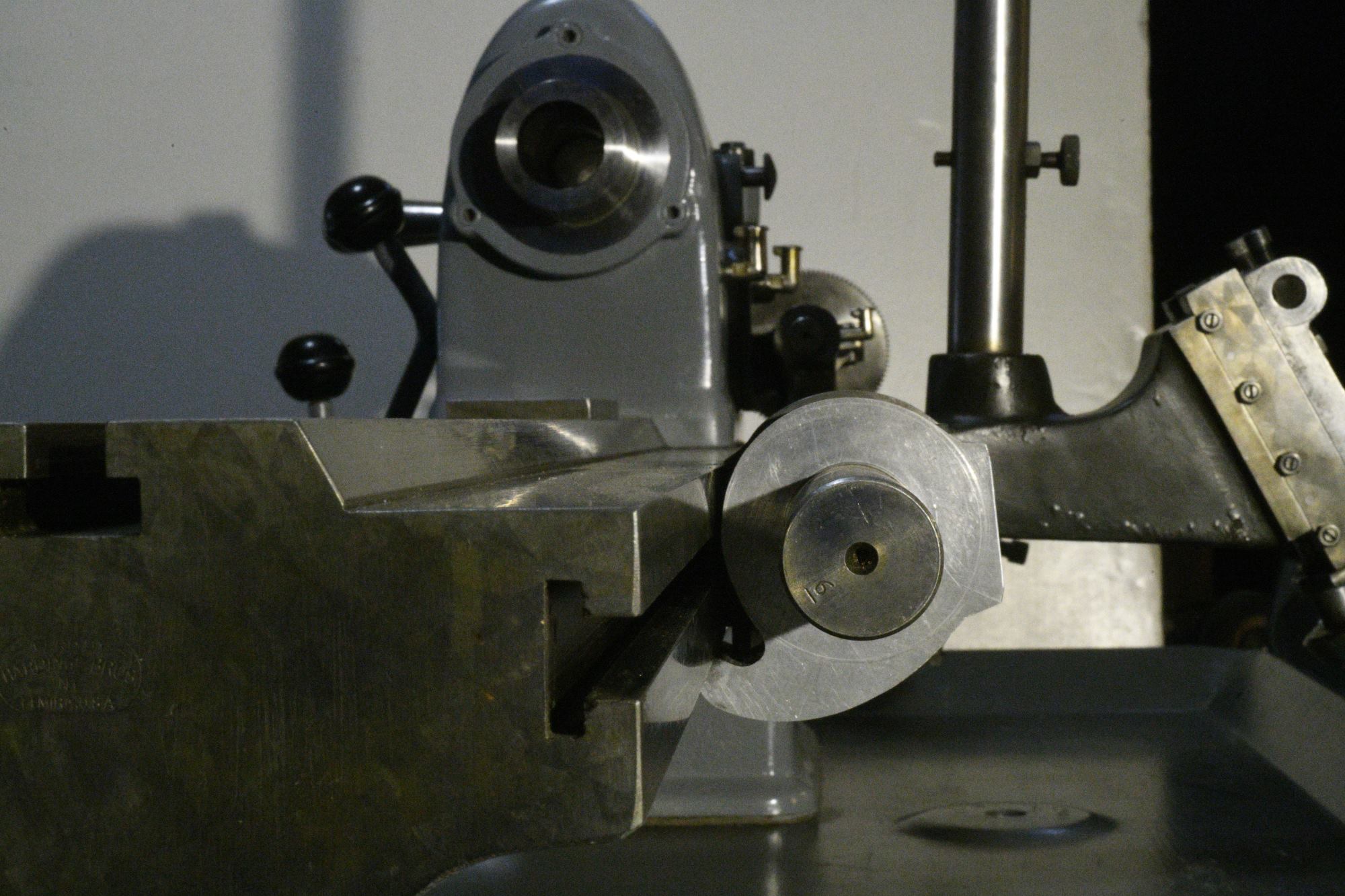
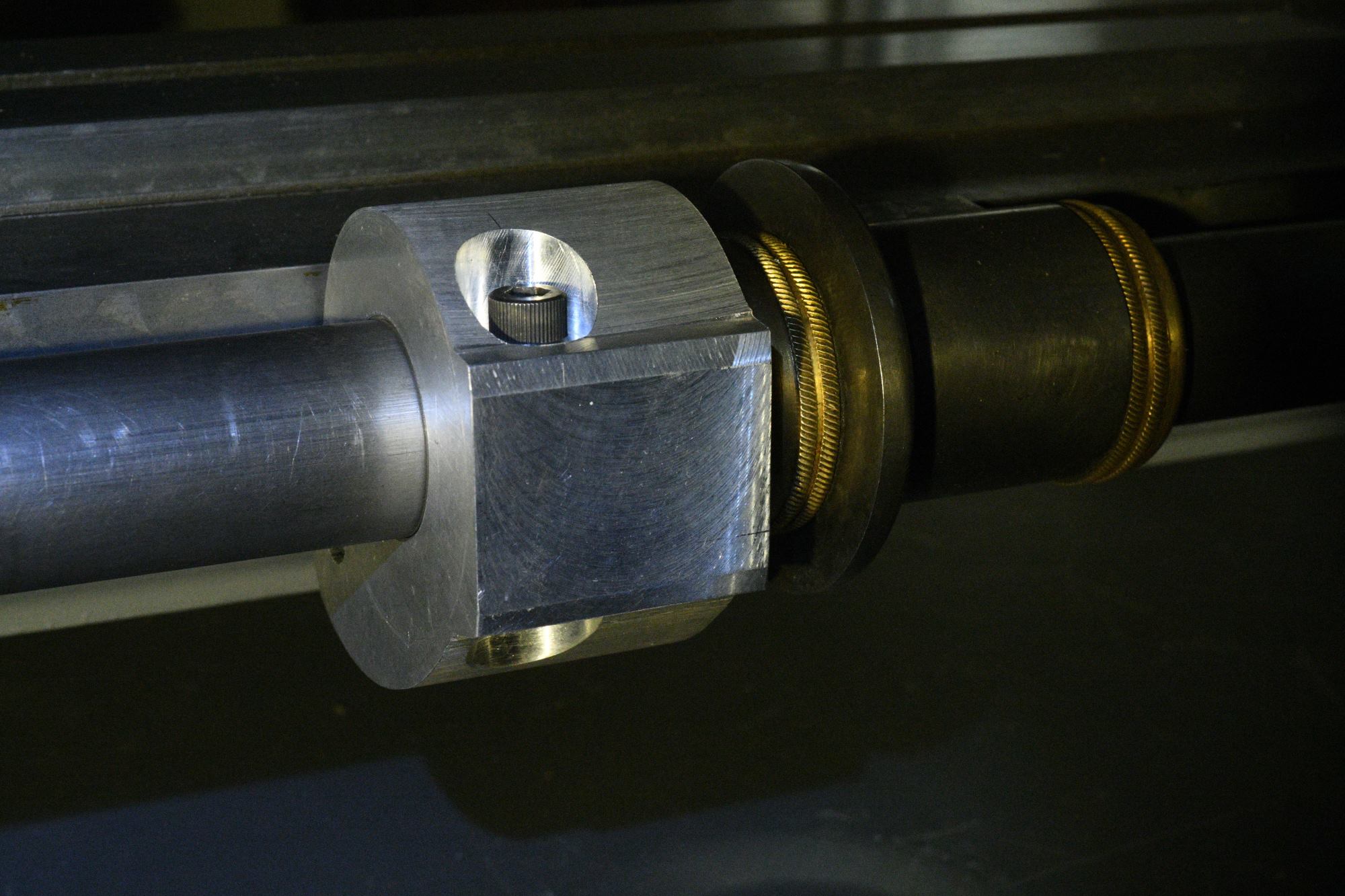
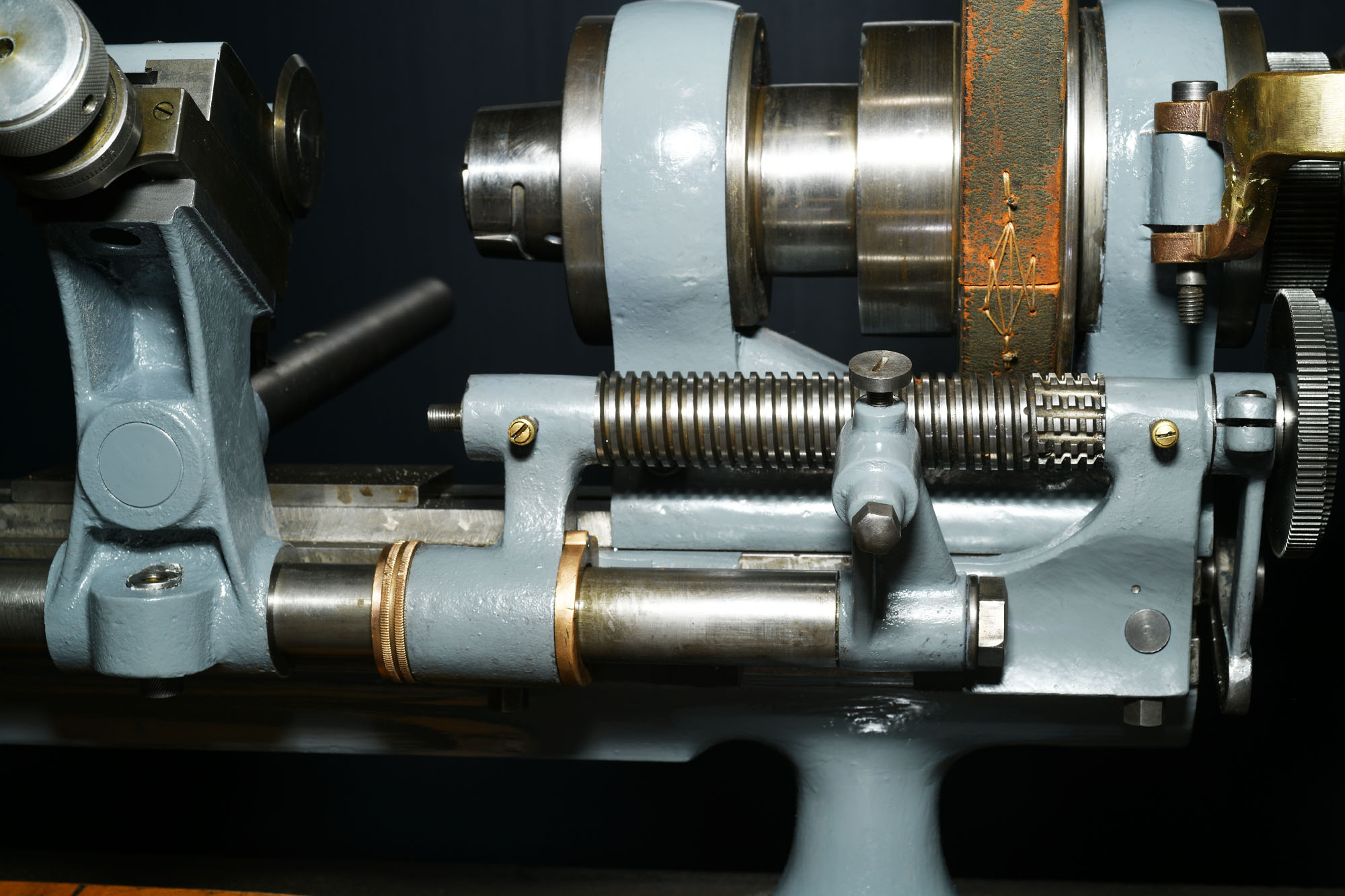
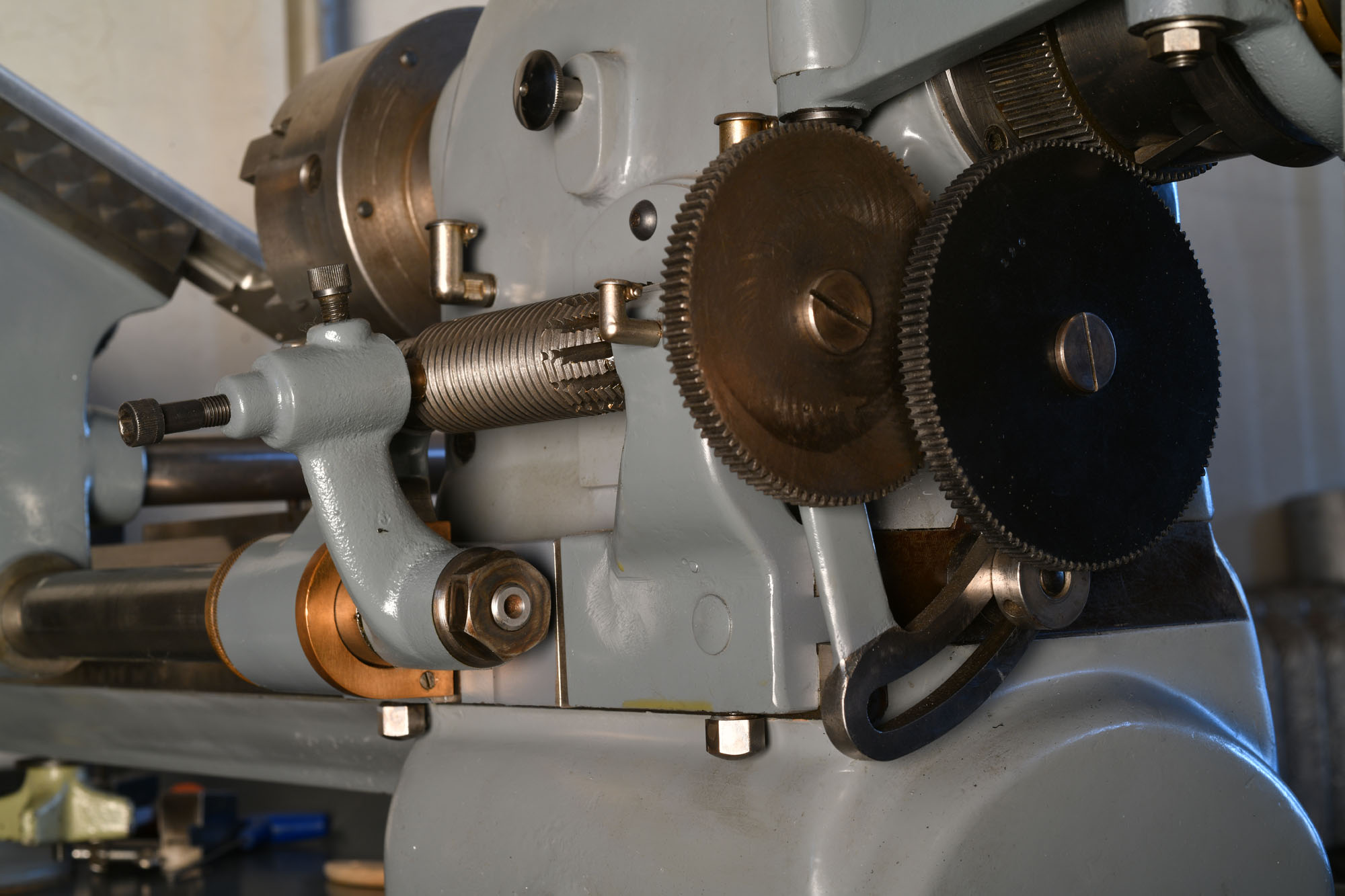
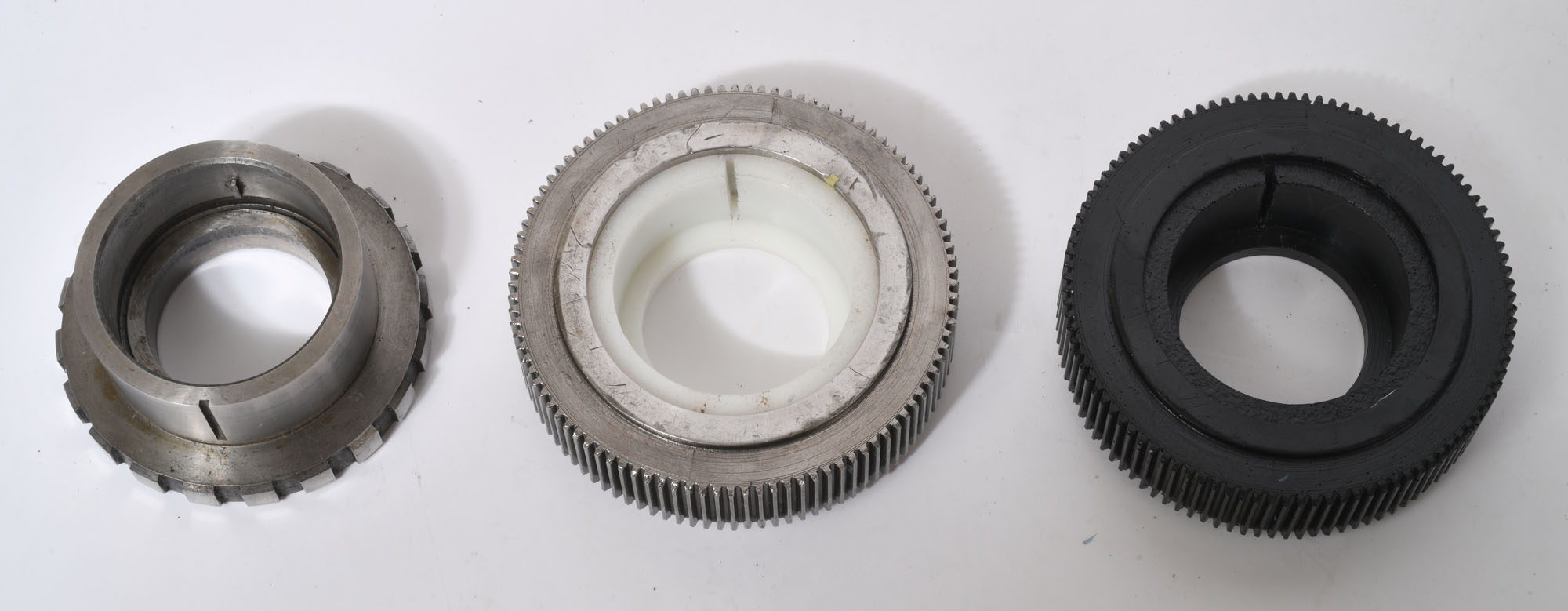
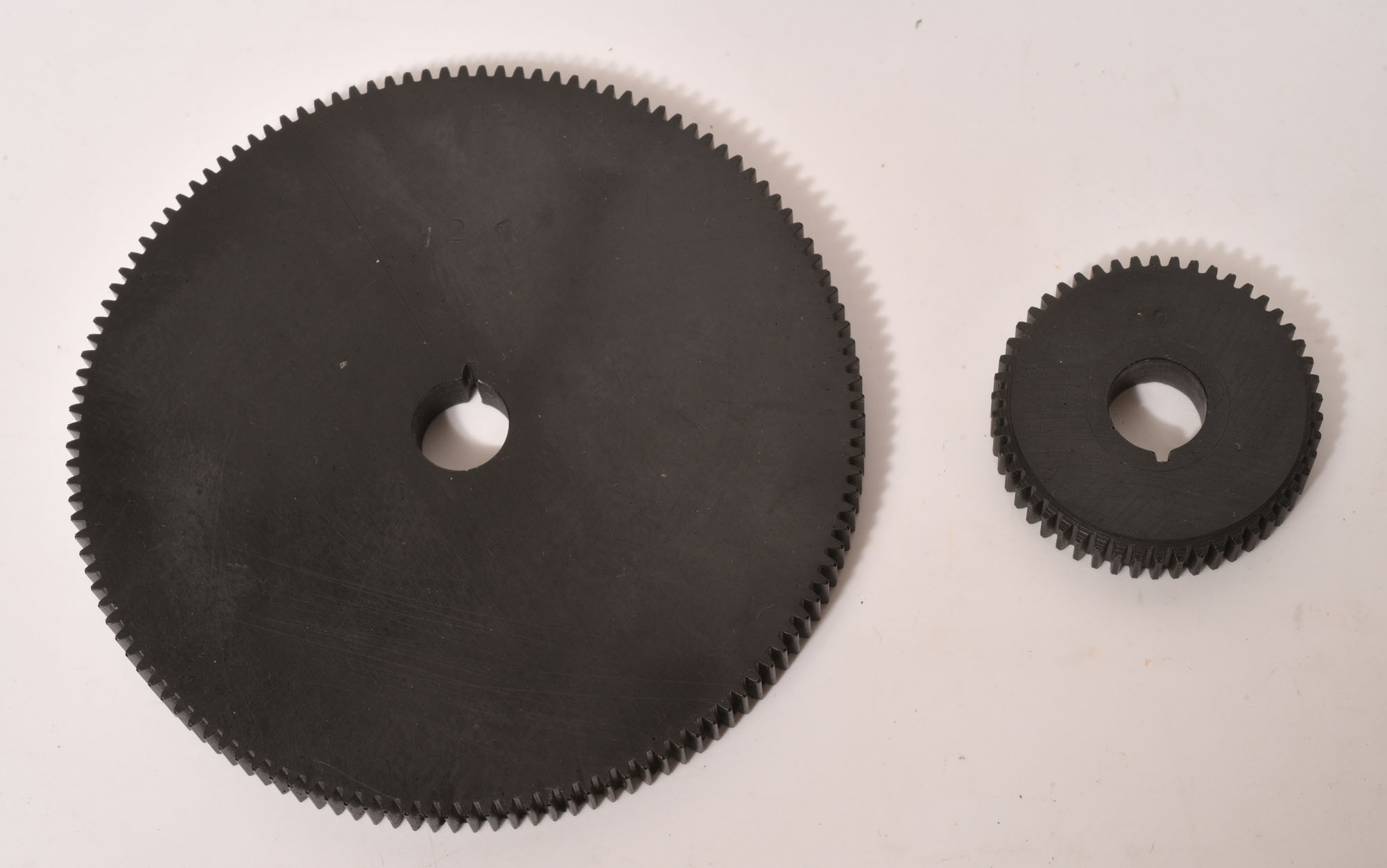
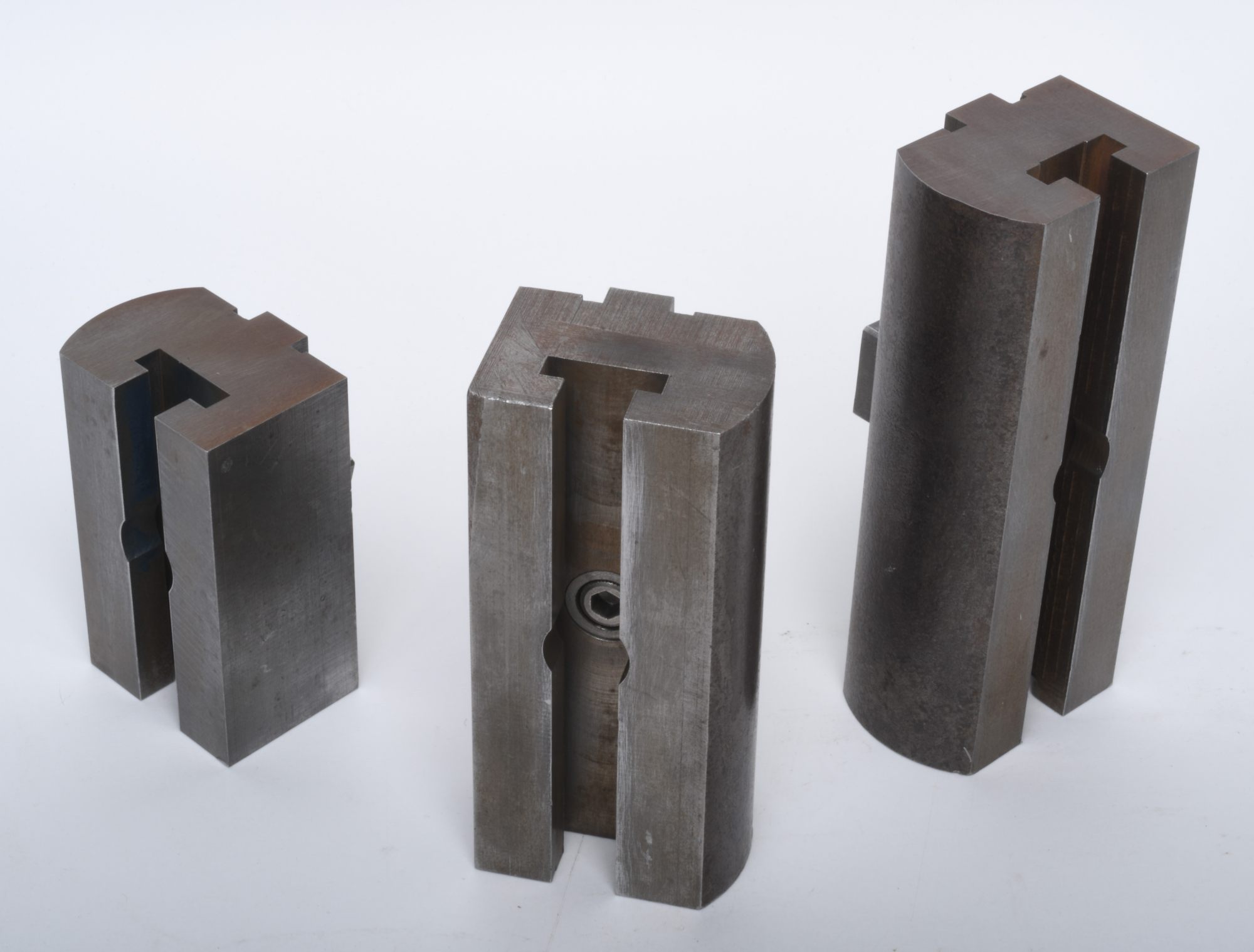
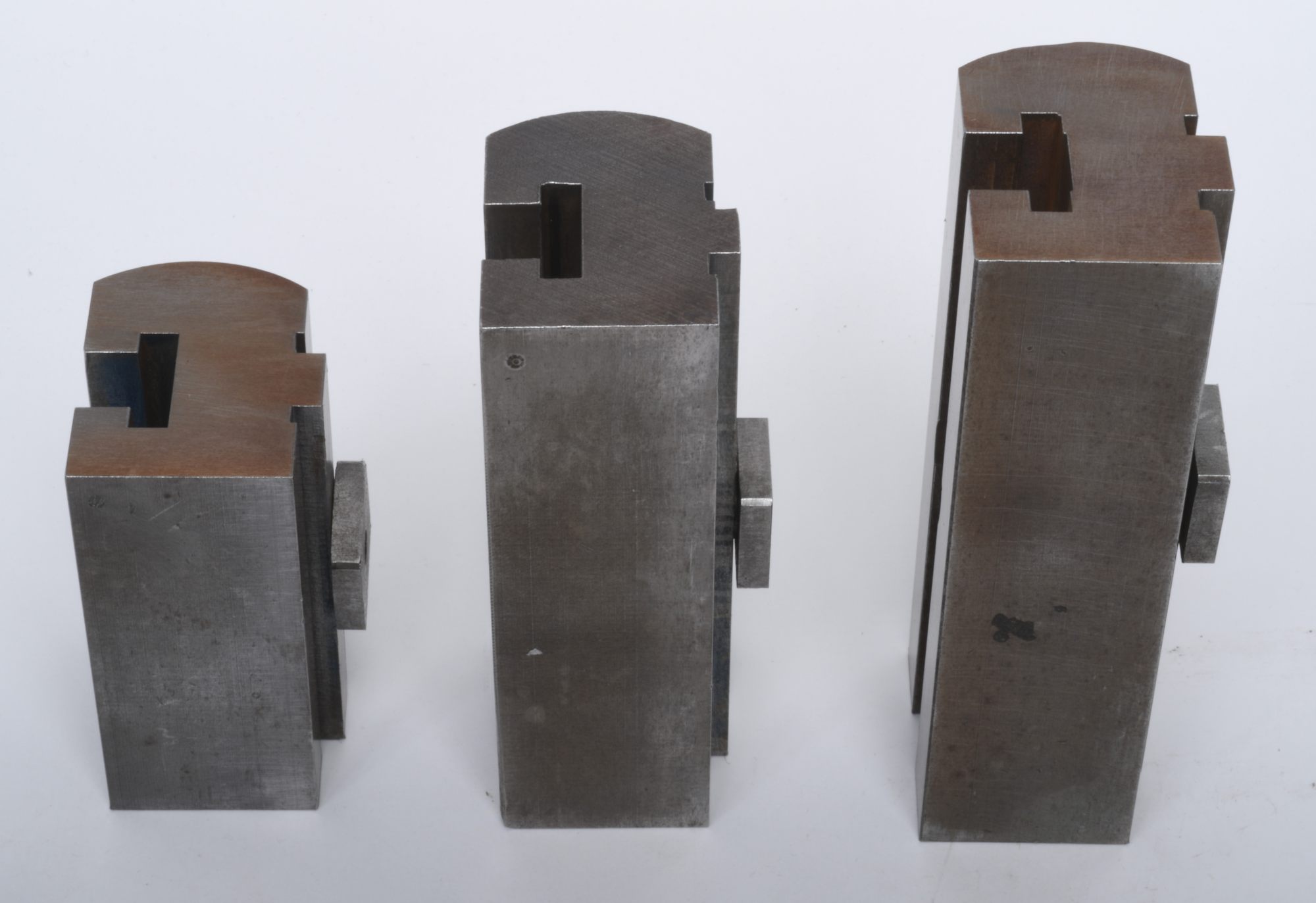
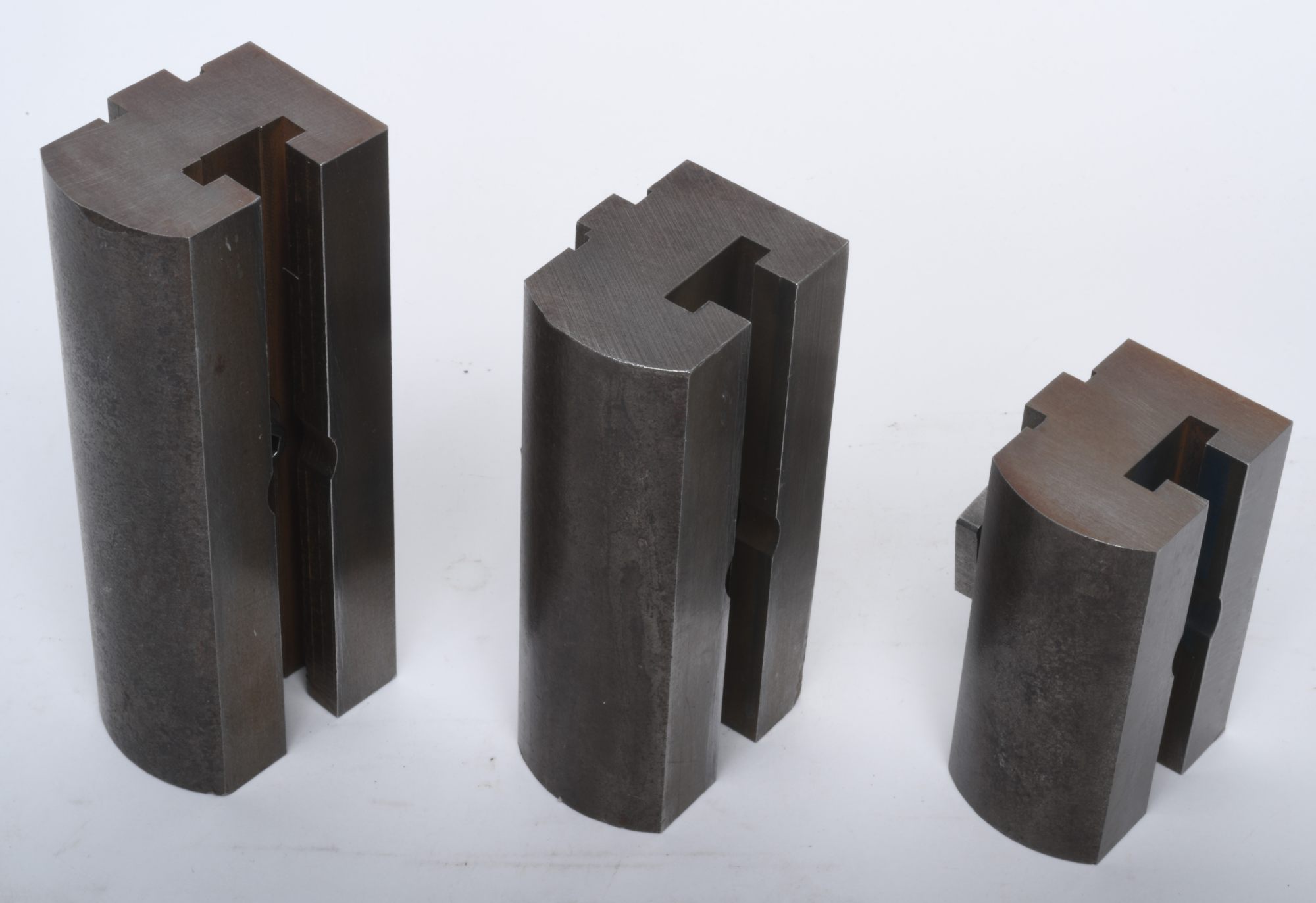
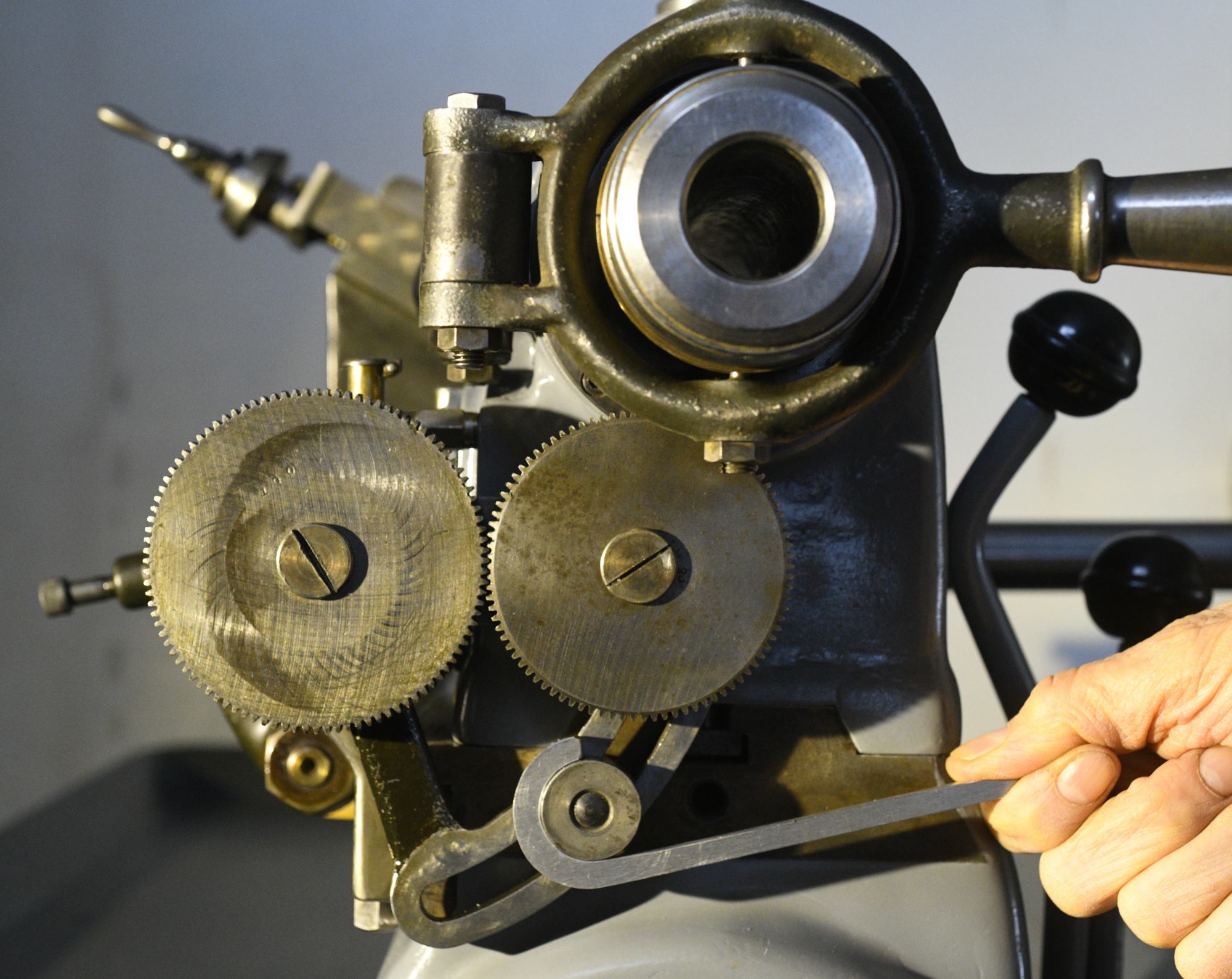
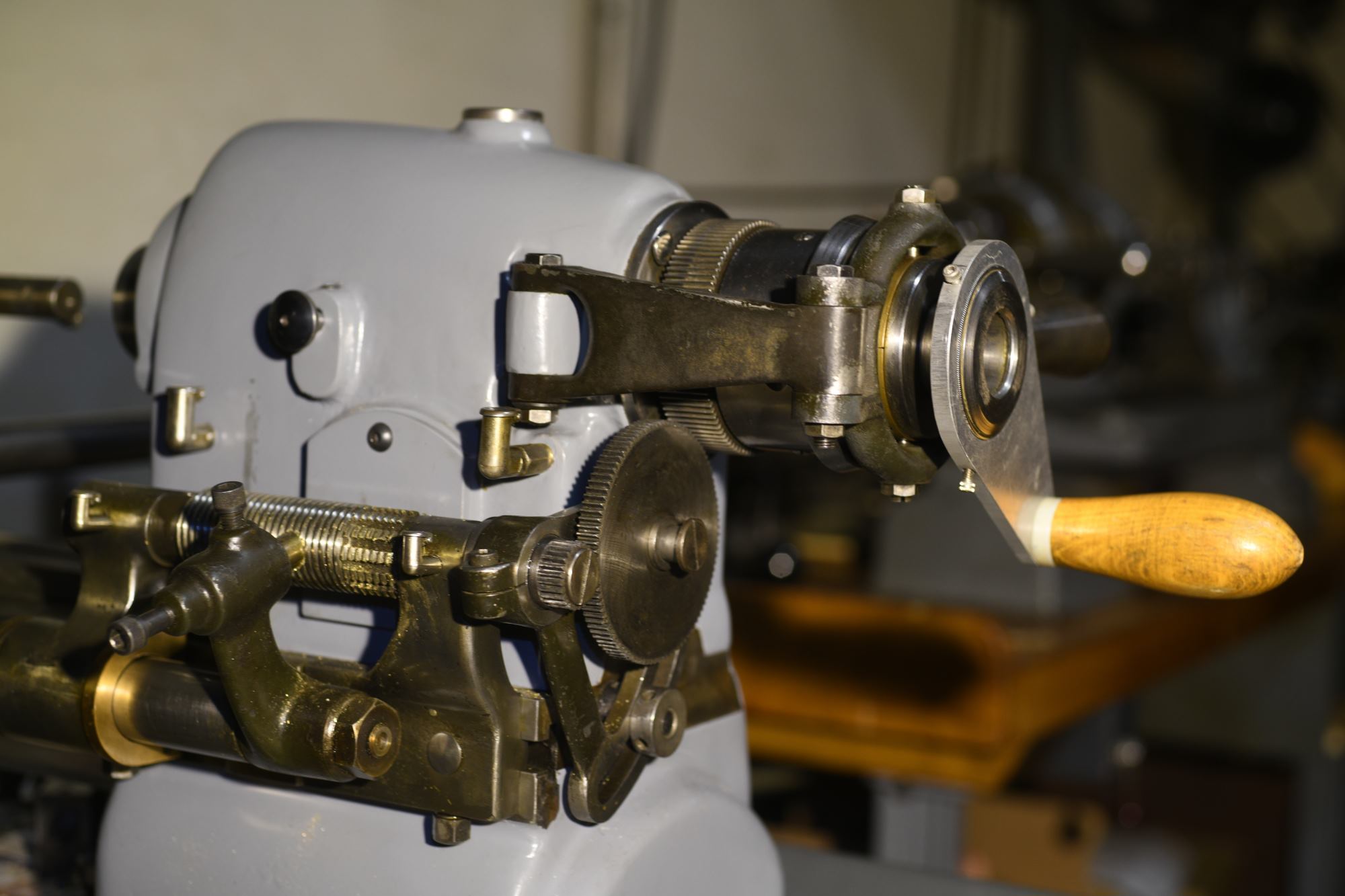
When I got my 1st Hardinge thread chasing lathe, I looked in vain for an operating manual. I found plenty of operating manuals for lathes with lead screws, but they did not relate so well to the Hardinge thread chasing lathe. I put aside those manuals and just used common sense and within 5 minutes, understood the basics of Hardinge thread chasing lathes. Now, with quite a bit of experience working with Hardinge thread chasing lathes, I now find them easy to understand. I intend to write an operating manual for Hardinge thread chasing lathes. OK, so here are the basics: If you want to cut the same pitch as found on the thread guide, you need the same number of teeth on the thread guide spindle as is on the lathe drive spindle--with any gear that will span the gap between the lathe drive spindle and the thread guide spindle free to turn on its own axle. If you want to cut multiples of the thread guide pitch, you need an intermediate spindle that will hold 2 gears. Those 2 gears will be of the same ratio as the desired change in pitch and they will have to be sized so that they fit between the lathe spindle gear and the thread guide spindle. For example, take a look at these photos of my older Hardinge cataract lathe which is set up to cut 4X the pitch of the thread guide. The lathe spindle and the thread guide spindle have 100 tooth gears on them. Inbetween there is a shaft with a 25 tooth gear and a 100 tooth gear. Those 2 gears are coupled, but free to turn together on the shaft that carriers them. With this setup, the thread guide, which moves the cutter, is moving 1/4 as fast as the spindle--cutting threads that are 4X the thread guide pitch. So, you see, it is all about simple ratios. You can cut threads that are 2x to 6X the nominal pitch of the thread guide. If you want to cut a thread with 3X the pitch of the thread guide, you would choose a set of 30 and 90 tooth gears or 40 and 120 tooth gears or 35 tooth and 105 tooth gears as the intermediate gears. There are many adjustments to be made on these rear thread chasing attachments. There are lots of obscure parts required. Few of us with these lathes have not had to make some parts ourselves. I have shown 3 views of the gears and the rear thread chasing attachment. Meshing gears should mesh across their full face. The gears should not sound loud when properly setup. Lubricate the axles and spindles.


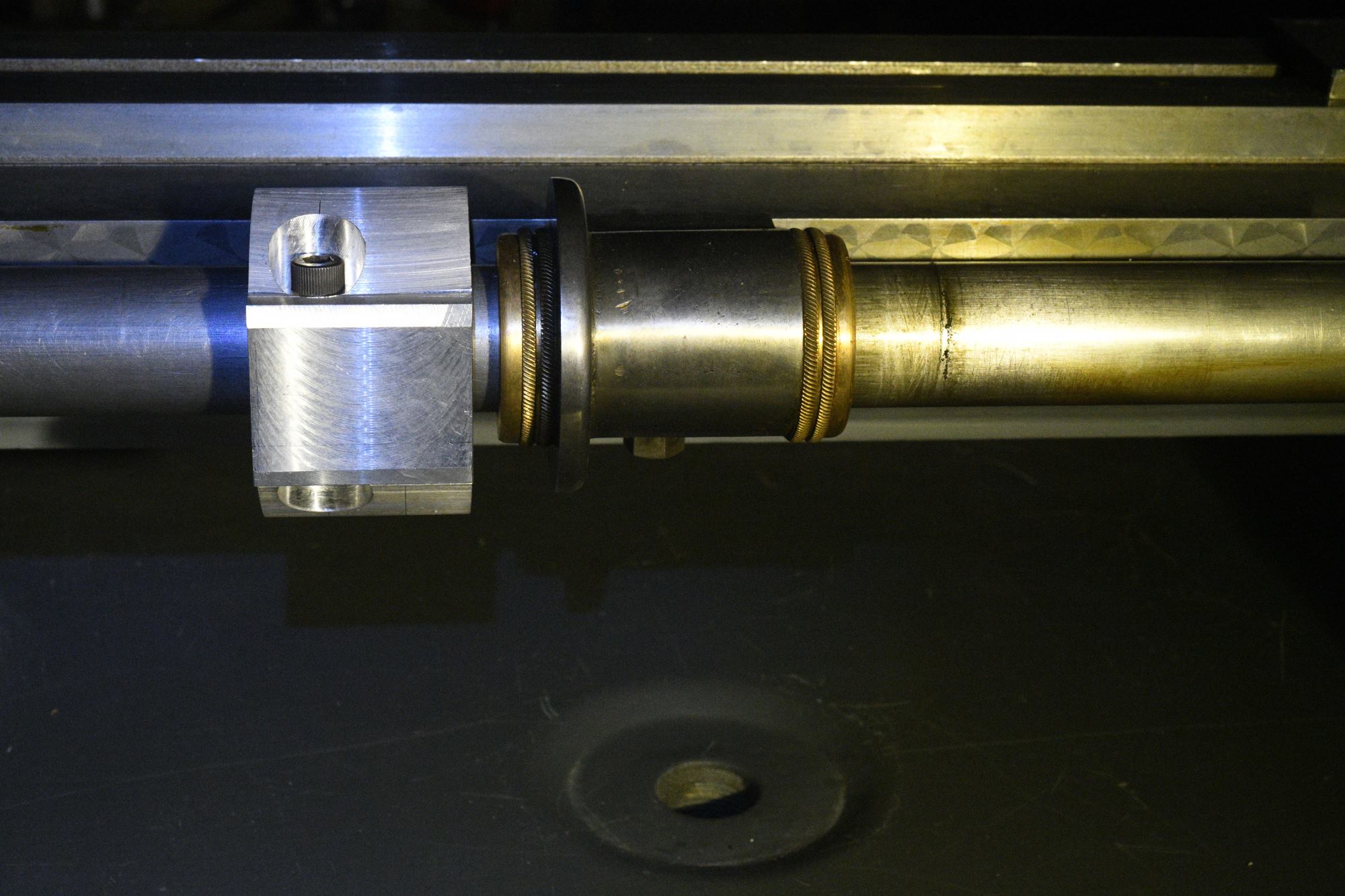
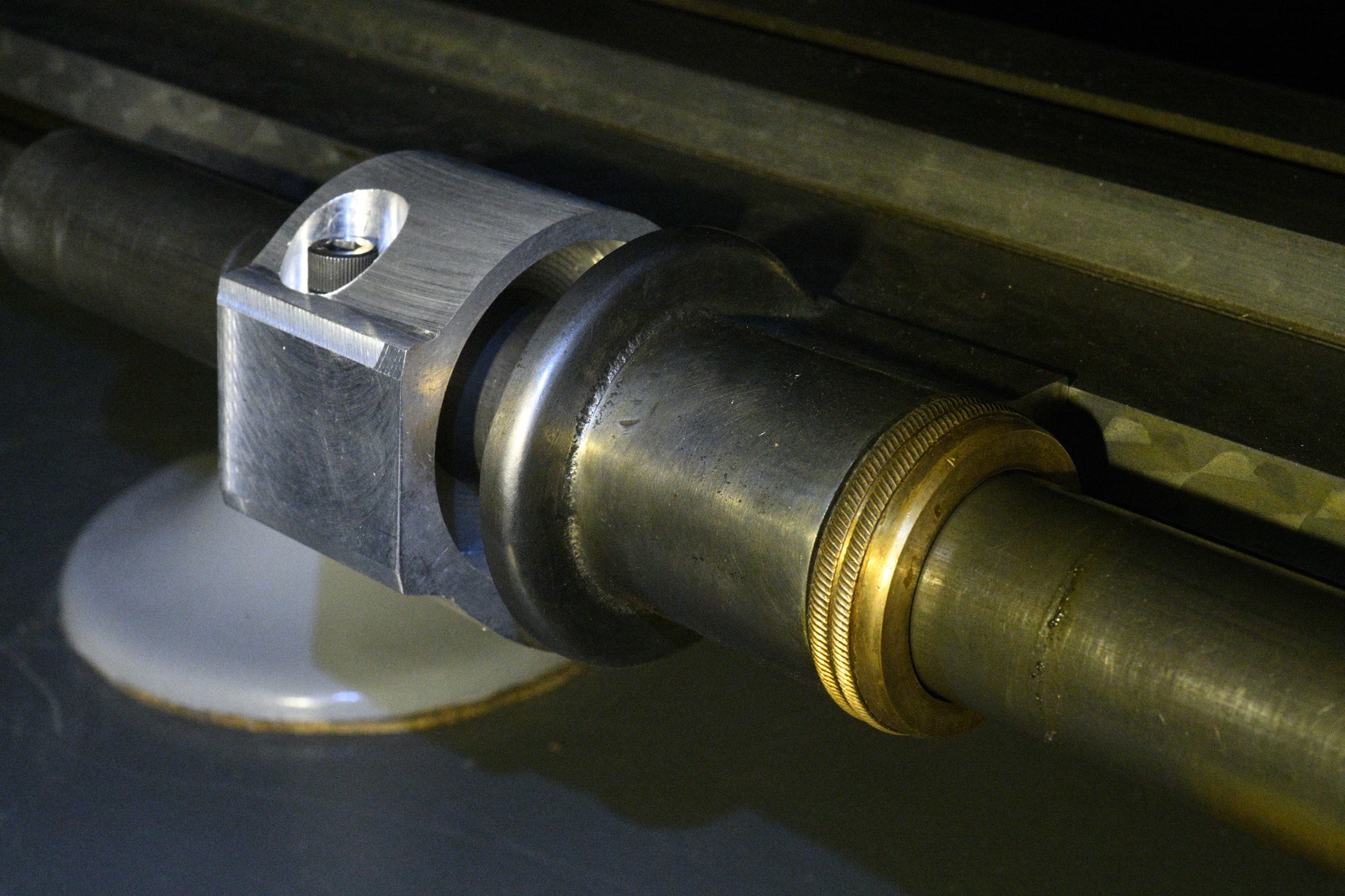
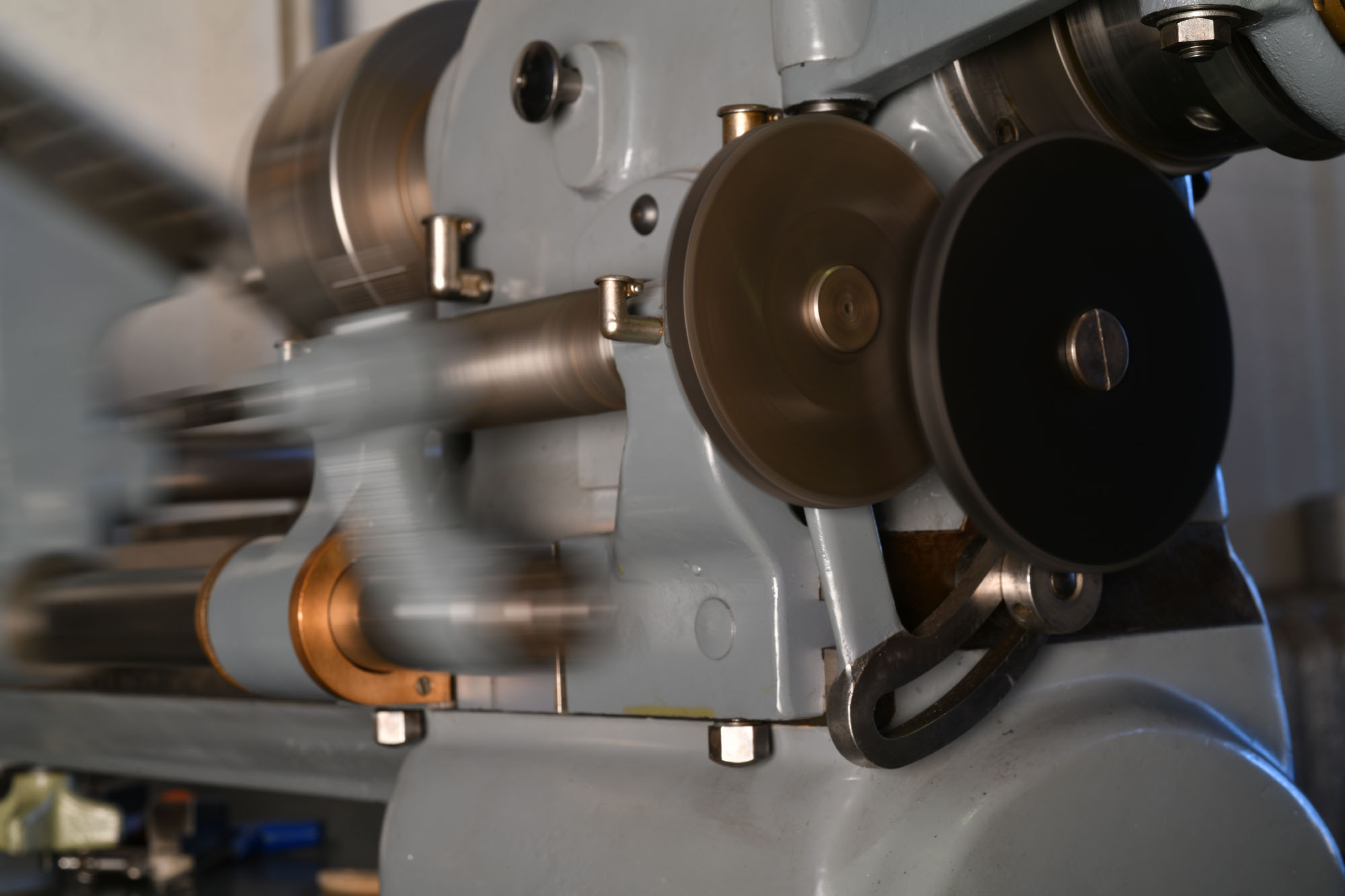
Hardinge cataract lathe gears are quite rare. I keep an eye on Hardinge equipment on Ebay and elsewhere. In the last 20 some years I have seen only one Hardinge cataract lathe gear advertised on Ebay. I bought that gear. Other than that, I have never found any Hardinge cataract lathe gears available by themselves. All of the Hardinge cataract lathe gears I have came with lathes that I bought. Recently I needed to duplicate a 17 tooth metric helical gear. I am not equipped to machine such a gear, so I learned how to mold the gear. (That gear may be seen near the top of my Durst enlagers web page.) That molded gear was successful. I had left over mold making supplies. I molded a 120 tooth Hardinge catatact lathe gear. I put that 120 tooth gear on my lathe to test how well it holds up. I use the 120 tooth gear frequently--in combination with other gears, so it gets a lot of use. The Hardinge cataract lathe gears are not under a lot of stress in the threading process, so I expect it to hold up well. If you have need for any Hardinge cataract lathe gears, I can supply them at a price of $1 per tooth--with a minimum cost of $50 per gear. I can supply gears with 25, 30, 35, 40, 50, 60, 70, 80, 90, 100, 105, 120, 125, and 127 teeth. The 127 tooth gear is a metric change gear and it is priced at $200 because it is so rare. I also molded the spindle gear; It is priced at $300. The spindle gears that I have are designed to work with 5c lathes with quick closing accessories and have 100 teeth. The gears are made of West System Epoxy filled with mill fibers (for toughness) and with graphite added for lubricity. The 3rd image shows the gears and the whole threading assembly in motion during a 6 second exposure. This is another example of the setup for cutting 2X the thread guide pitch. In this case the lathe spindle gear and the thread guide spindle each have 100 tooth gears. Inbetween is an axle with 60 tooth and 120 tooth gears.

Set of Epoxy Hardinge cataract lathe gears: 25, 30, 35, 40, 50, 60, 70, 80, 90, 100, 105, 120, and 125 teeth. The set is discounted from the individual prices by 10%. Any other gears ordered at the same time or ordered later by somone who did buy this set from me will also be discounted by 10%. I made these Epoxy gears for my own use--should someone buy my 2 thread chasing lathes. These gears and other cataract thread chasing parts are extremely rare. Although I have the parts that I need now.....once they are sold they would be extremely difficult to replace. $900.


Hardinge catatact spindle gear. For use with 9" lathe with collet quick closer. Only available in epoxy. Rarely found. $300.

Hardinge catatact spindle gear. For use with 9" lathe without collet quick closer. Only available in epoxy. I did not attempt to mold the spindle gear in combination with the collet quick closer adapter because of the undercut inside the collet quick closer adapter which would have made it difficult to mold. Also, the key inside the collet quick closer would have been too fragile made of Epoxy--so I machined a part with a key slot to take the place of the collet quick closer and molded that in combination with the spindle gear. Now a separate key will be used to hold the molded spindle gear on the spindle. Ordinarily, you would use a 70 tooth spindle gear without the collet quick closer, but I do not have that spindle gear to mold. It does not matter if the spindle gear has 70 or 100 teeth as long as you have the appropriate mating gears. With the above set of gears from 25 to 125 teeth, the appropriate mating gears are present. This spindle gear will do the job! Rarely found. $450.
Hardinge catatact metric change gears. Enlarge the image of the Hardinge catalog page and read that Hardinge says that the 127 and 50 tooth gears are metric change gears. The ratio 127:50 is 2.54: 1. Does that sound familiar? It should as there are 2.54 cm to the inch. Only available in epoxy. Rarely found. $250.
Hardinge catatact metal 127 tooth metric change gear. Usually coupled with a 50 tooth gear. May be coupled with 100 tooth and others as well. It all depends upon the end result you need. $500.

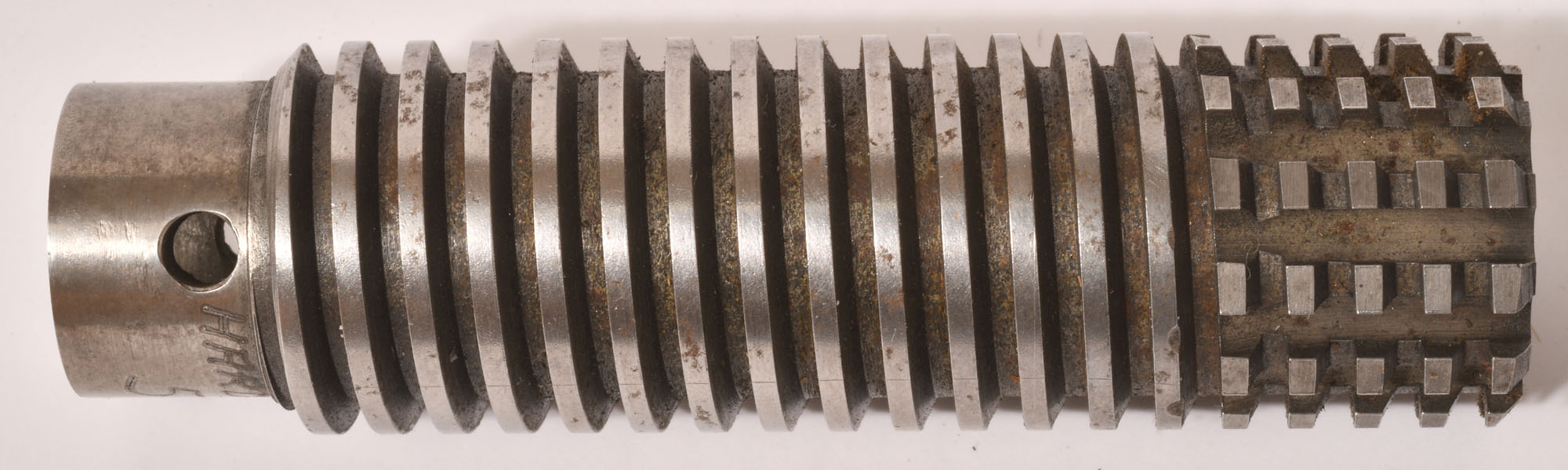
127 tooth Master hobbing gear. This is the gear from which the above gear was derived. 3/4" diameter hole with 0.095" wide key slot. This will not mate with Hardinge gears; it has V-notches, with no diametrical pitch. $500.

Blank Hardinge catatact steel gear. I have 4 blank gears available--with a finished .510" hole with key slot and sized to make a 90 tooth (or smaller) gear. In the front are 2 gears stamped "90." The 2 stacked gears in the rear are not stamped 90, but are the same diameter. $60 each.

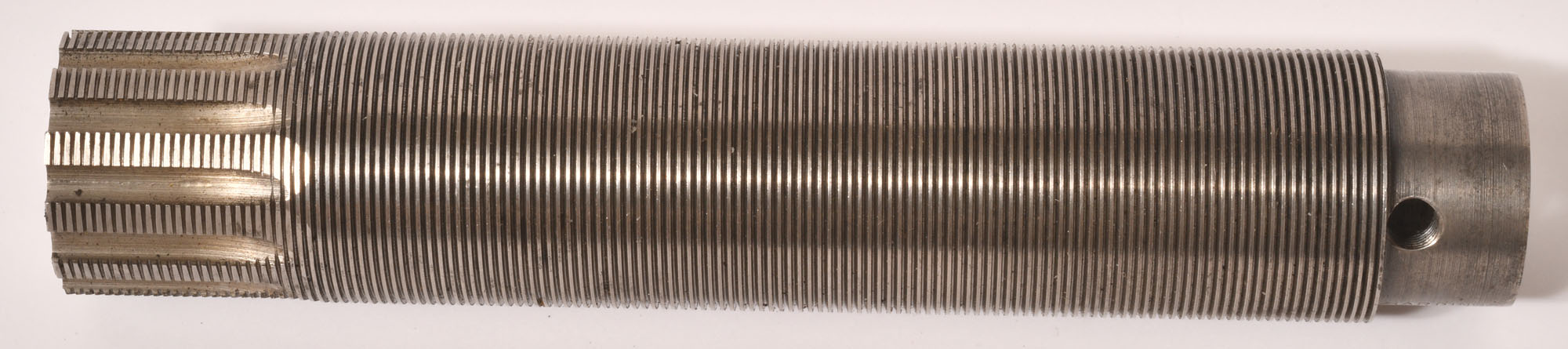
Hardinge catatact 5 pitch thread guide. The thread guide is essential. Thread guides are extremely rare. A 5 pitch thread guide is more useful than most. I can offer you one because I have 3, but only 2 lathes with thread chasing attachments. Even so, I prefer to trade you for a thread guide that I do not have. Got any to trade? Photograph it as well as I have and send me the images. 6 7/16" long, 0.656" ID.


Hardinge catatact 5 pitch thread guide. The thread guide is essential. Thread guides are extremely rare. A 5 pitch thread guide is more useful than most. I can offer you one because I have 3, but only 2 lathes with thread chasing attachments. Even so, I prefer to trade you for a thread guide that I do not have. Got any to trade? Photograph it as well as possible and send me the images. 4 7/16" long, 0.656" ID.

Hardinge catatact 14 pitch thread guide. I prefer to trade you for a thread guide that I do not have. Got any to trade? Photograph it as well as I have and send me the images. 6 7/16" long, 0.656" ID.


Hardinge catatact 16 pitch thread guide. I prefer to trade you for a thread guide that I do not have. Got any to trade? Photograph it as well as I have and send me the images. 4 7/16" long, 0.656" ID.

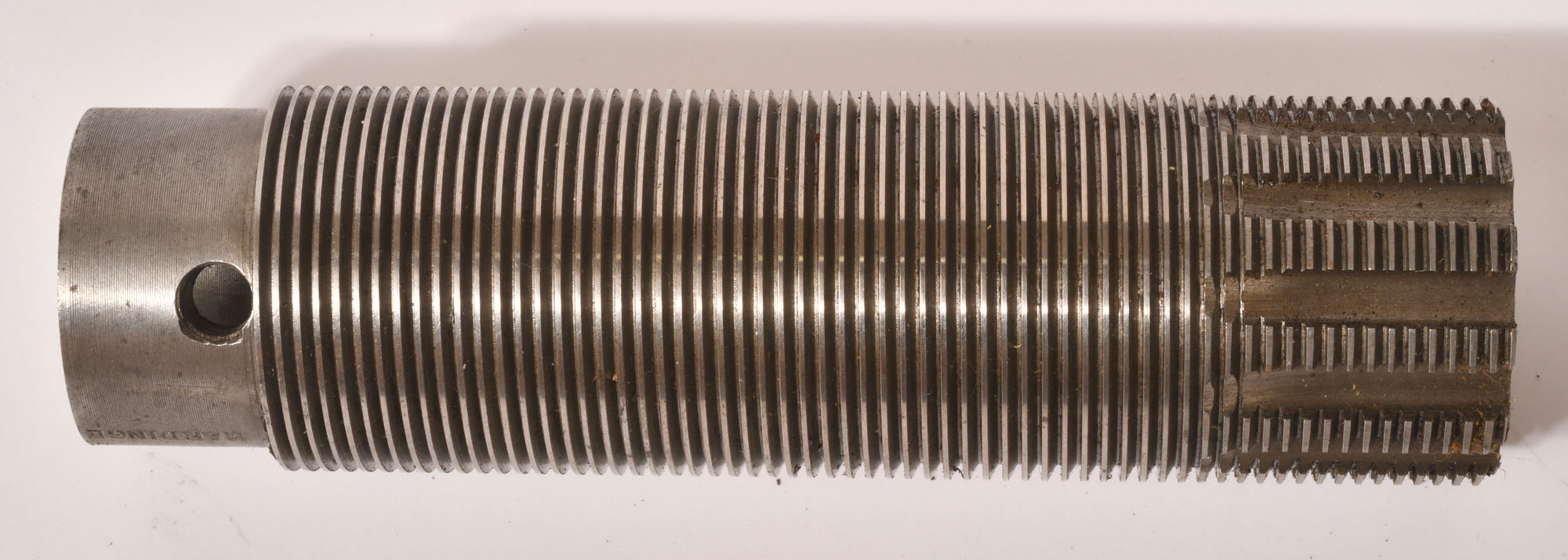
Hardinge catatact 23 pitch thread guide. I prefer to trade you for a thread guide that I do not have. Got any to trade? Photograph it as well as I have and send me the images. 6 7/16" long, 0.656" ID.

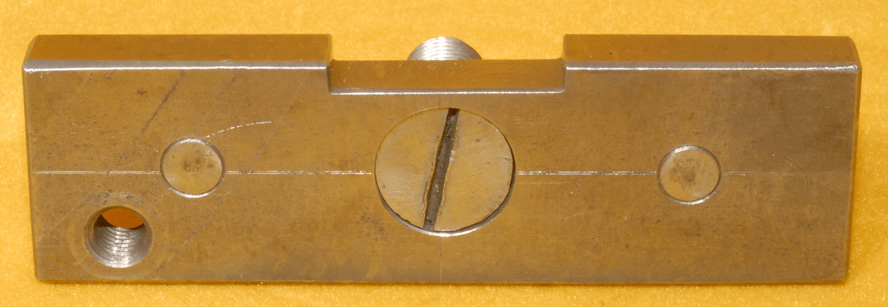
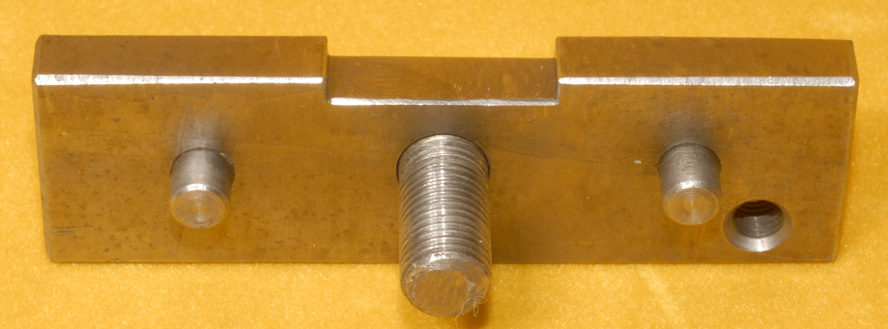
Adapter for Hardinge thread chasing attachment. I made this to allow me to use a Hardinge thread chasing attachment on a bed that had some holes in the tail end for a different thread chasing attachment, but not located in the proper location for my thread chasing attachment. The 3/8-24TPI screw is a Hardinge screw. The 1/4" dowel pins are spaced 2" on center. The threaded hole is 1/4-28TPI. The top cutout is the width of the T-slot and provided clearance for the T-slot. $50.
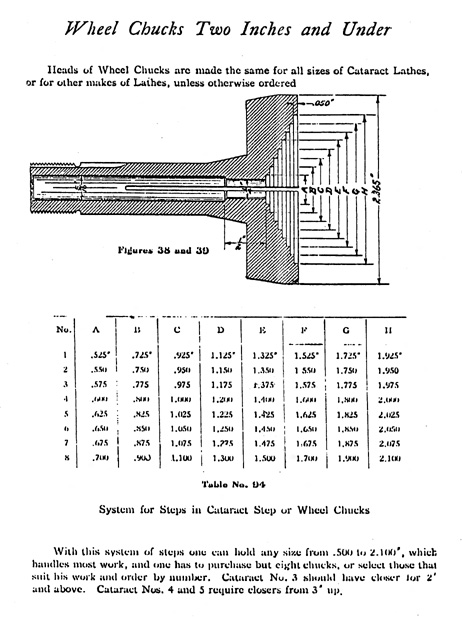
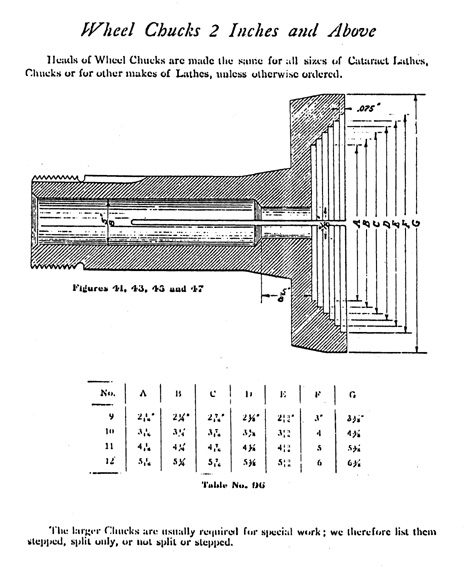
A 1913 Hardinge catalog lists stepped wheel chucks as illustrated below. I would like to have a set.
Hardinge rear T-slot 38" long lathe bed. Required for use with the rear thread chasing attachment. With no accessories, no small parts tray. The brass Hardinge logo was removed by a previous owner. Inscribed in the end of the bed, "Hardinge Bros. INC., Chicago, USA, No. 3766." T-slots cleaned out. Threaded holes retapped with proper taps. Bed does show use, but no serious damage. Newly cleaned, prepped, primed and painted with the original color. There is no paint where paint does not belong. Most Hardinge cataract lathe beds are 32" long. The 38" lathe bed was available only by special order. Fewer than 10% of these beds are of this longer version. And fewer still have the rear T-slot for the thread chasing attachment. So fewer than 1% of Hardinge lathe beds are both 38" long and with the rear T-slot. $400.





Spacers for Hardinge rear T-slot lathe bed. Hardinge made different rear thread chasing attachments. Some were made for beds with a cross section like you see in this image. Some required a rear T-slot that was positioned further back. More space between the drive spindle and the thread cutting spindle alow for larger gears to be used. Another intermediate gear axle may also be used with more space. A set of 3 spacers like the one you see in the below photo, made out of steel castings, machined and ground on the mating surfaces, complete with T-bolts, that go between the rear T-slot and the rear thread chasing attachment, are available for $350. You should be able to tell whether or not you need these spacers when you try to align your threadcutting toolbit with the lathe centerline. Know also that there were threadchasers made for 7" and 9" lathes.




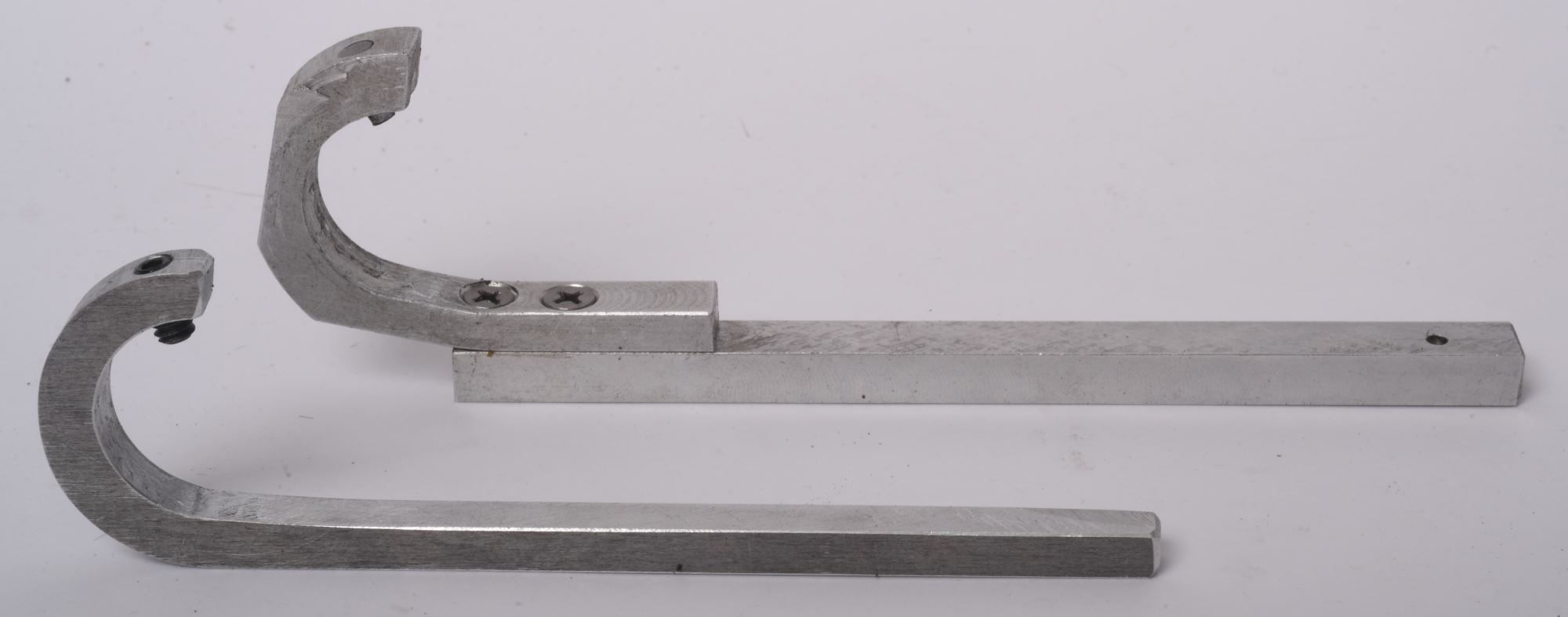
Spanner wrench for Hardinge thread chasing attachment. The ugly one came in with a lathe 30 years ago. When I got the spiffy new lathe you see below I thought a more elegant spanner wrench was called for and I made it. The ugly one is $75. The elegant one is $150.
Handcrank for Hardinge lathe. Designed to fit over the tail end of a particular quick closer (with a diameter of 2.38" or a little bit less) as illustrated. Conveniently, the quick closer is knurled and grooved, providing a good grip for the screws. A hand crank is sometimes required. I needed to make a 2" X 2TPI nut for a wood vice. I made it out of Nylon. This is one of those threads I can cut only if the follower is not lifted from the thread guide until the thread is finished. The cutting tool moves too fast to cut the thread under power. Look at the size of the chips. Quite a lot of force was required to hand crank. The crank worked flawlessly. It is solidly mounted. You can use it with or without the extension handle. It is readily removed and replaced with 3 screws holding it on. The vise works better than new and that nut will last well beyond the other components. That is a heavy 1" socket drive wrench being held in the vise. I wanted to hand tap a piece of Nylon in my Elgin lathe. The Nylon was slippery and turned along with the tap. I installed the handcrank on the Elgin lathe and was able to tighten the collet down enough to do the job. The handcrank prevents you from moving the collet closing lever to the left, so I use the handcrank itself to lock down collets. The handcrank is easy enough to remove and replace if necessary and is oftentimes indispensable. One very important use for it is in checking the screw chasing setup to make sure all is properly adjusted before powering up the lathe. If you buy this, I will just make another for myself. I have upgraded this. A threaded metal insert in the wood handle was made out of pot metal, which broke, so I replaced the wood handle with a brass (doorknob) handle--which rotates. The extension no longer is usable with this hand crank. See the current version in the last image. $350






Handcrank for Hardinge lathe. Designed to fit over the tail end of a particular quick closer (with a smooth exterior diameter of 1.998"). This handcrank is made differently, in part, because of the smooth exterior of the part it is designed to clamp around. The hard maple ball is used as a handcrank because it is what I had available and because it works well. The maple ball is epoxied onto the threaded shaft, so it does not revolve, but it does not need to revolve as it is gentle on the hand due to the smooth round shape and surface. $350


Hardinge toolholder for rear thread chasing attachment for 7" lathe. It is in extremely clean condition. It has been very little used. The threads were refreshed as required and it was properly stripped, cleaned, prepped, primed, painted and adjusted. It fits on a 1.25" diameter shaft. It was $OLD. I leave it up to show you how I rehab this equipment. I use paint sparingly. If in doubt about whether or not it was originally painted, I leave the paint off. There is no paint where paint does not belong.





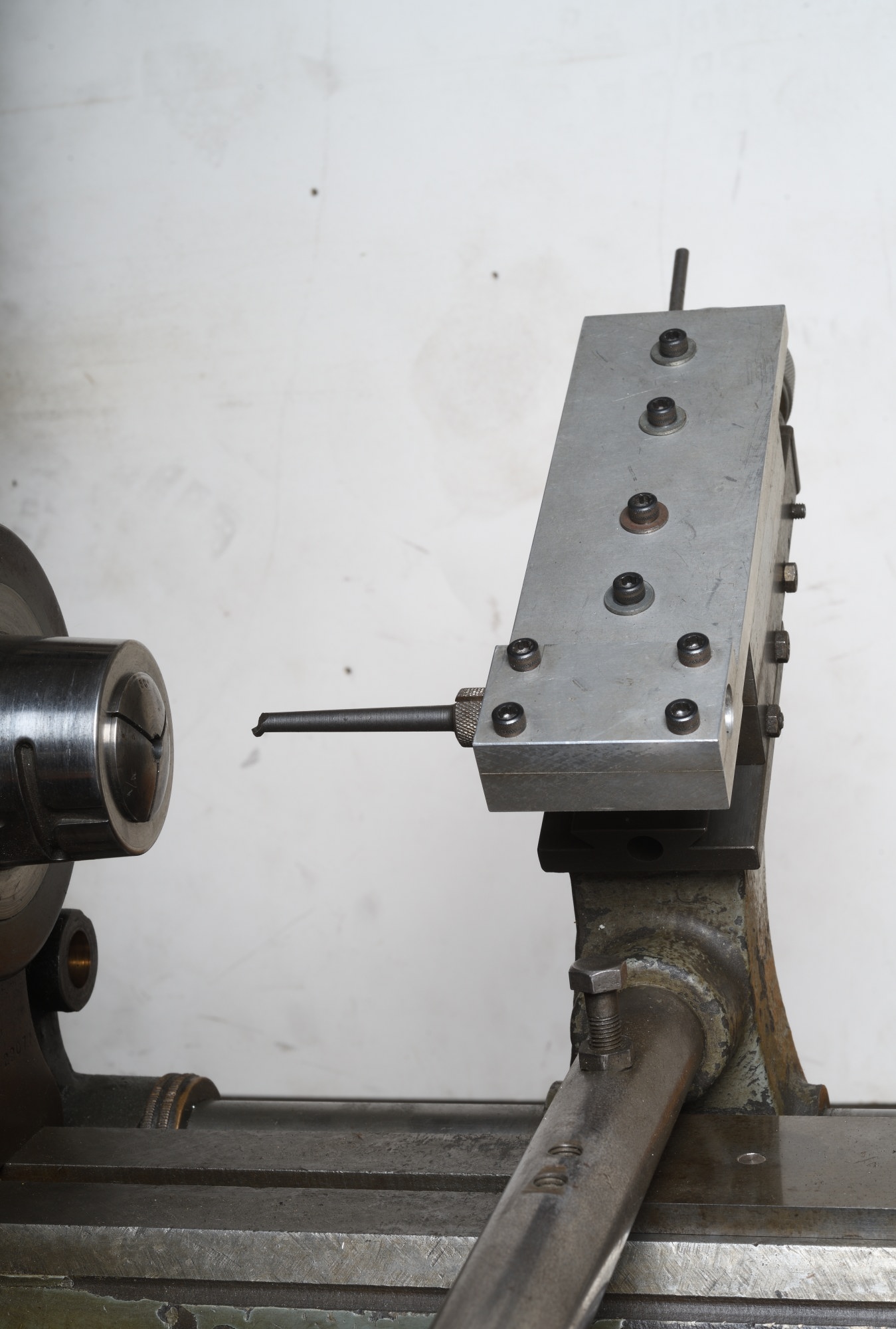
The 7" Hardinge toolholder for rear thread chasing attachment may be used on a 9" lathe with the addition of a 1" spacer T-slot riser as illustrated. It was a lot of work to make, but well worth the effort. I do not particularly want to sell it. I just wanted to show you that you can make your own.

If your Hardinge toolholder for rear thread chasing attachment is not long enough or you do not have one, you can make that too.....as illustrated. Again, it was a lot of work to make, but well worth the effort. I do not particularly want to sell it. I just wanted to show you that you can make your own.
The older lathes like one on this page require an overhead countershaft in order for the flat belt to clear the thread chasing attachment. This lathe has an underneath triple V-belt drive with a 2 speed motor and 8 different speeds total. Pretty nice! But do not expect to find one. I have seen several underneath triple V-belt drive Hardinge Cataract lathes with the rear T-slot, but this is the only one I have seen with the threading attachment and like most such lathes the threading attachment was incomplete. I had to borrow some parts from the lathe with the overhead drive to complete this lathe. The various speeds are 230, 460, 825, 1650, 1250, 2500, 1950 and 3900 rpm. I made one pass over a scrap piece of tubing just to test the thread chasing attachment. I cut a 1MMP thread. Works well. This lathe and the older lathe with over head drive are not presently available; if you are interested in one or both of them--check back from time to time as they will become available at some point in time. I think it wise for you, the buyer, to buy them together. That way, you get all the thread chasing parts......and you can decide what parts you want to sell......if any.
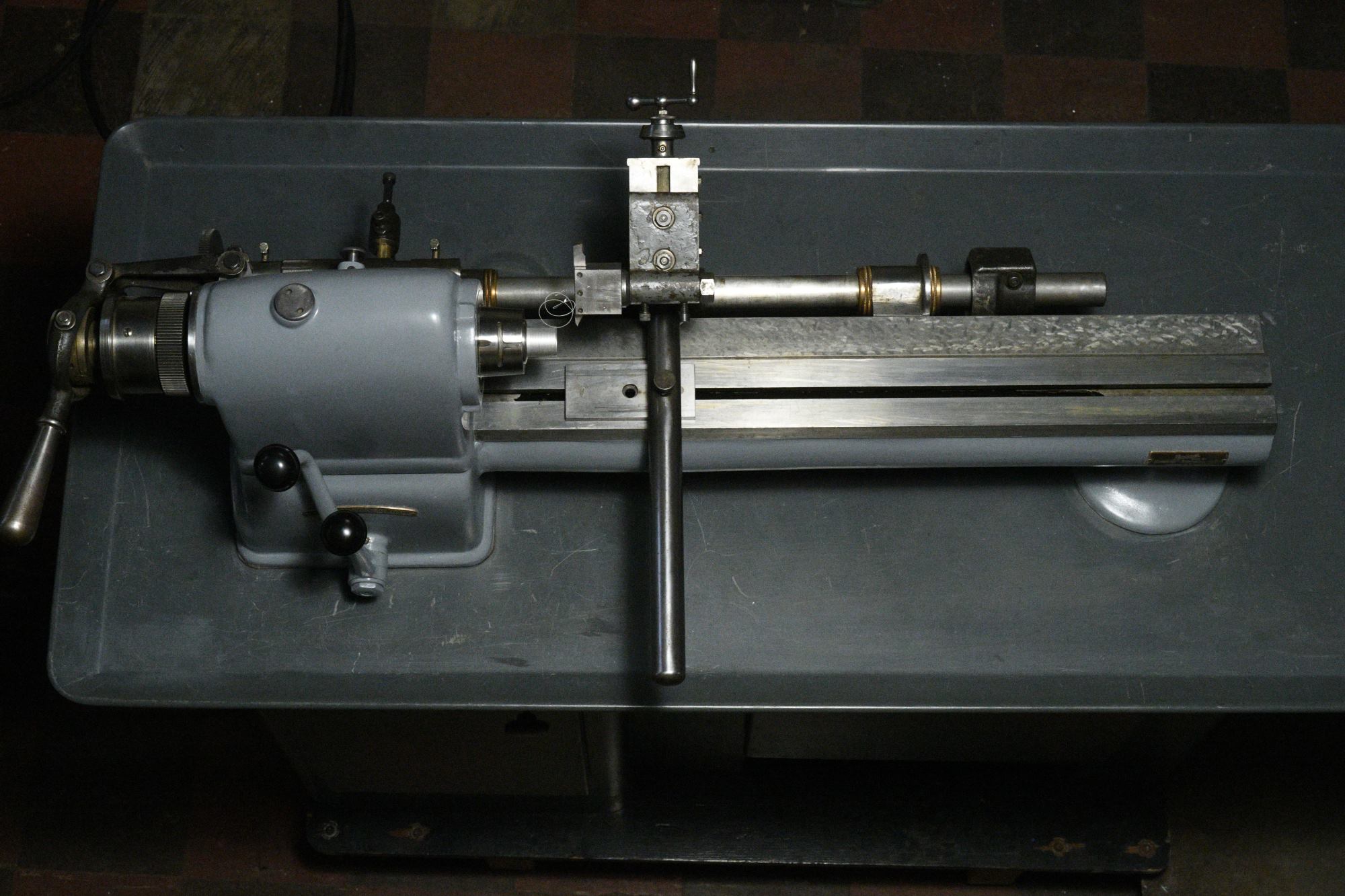


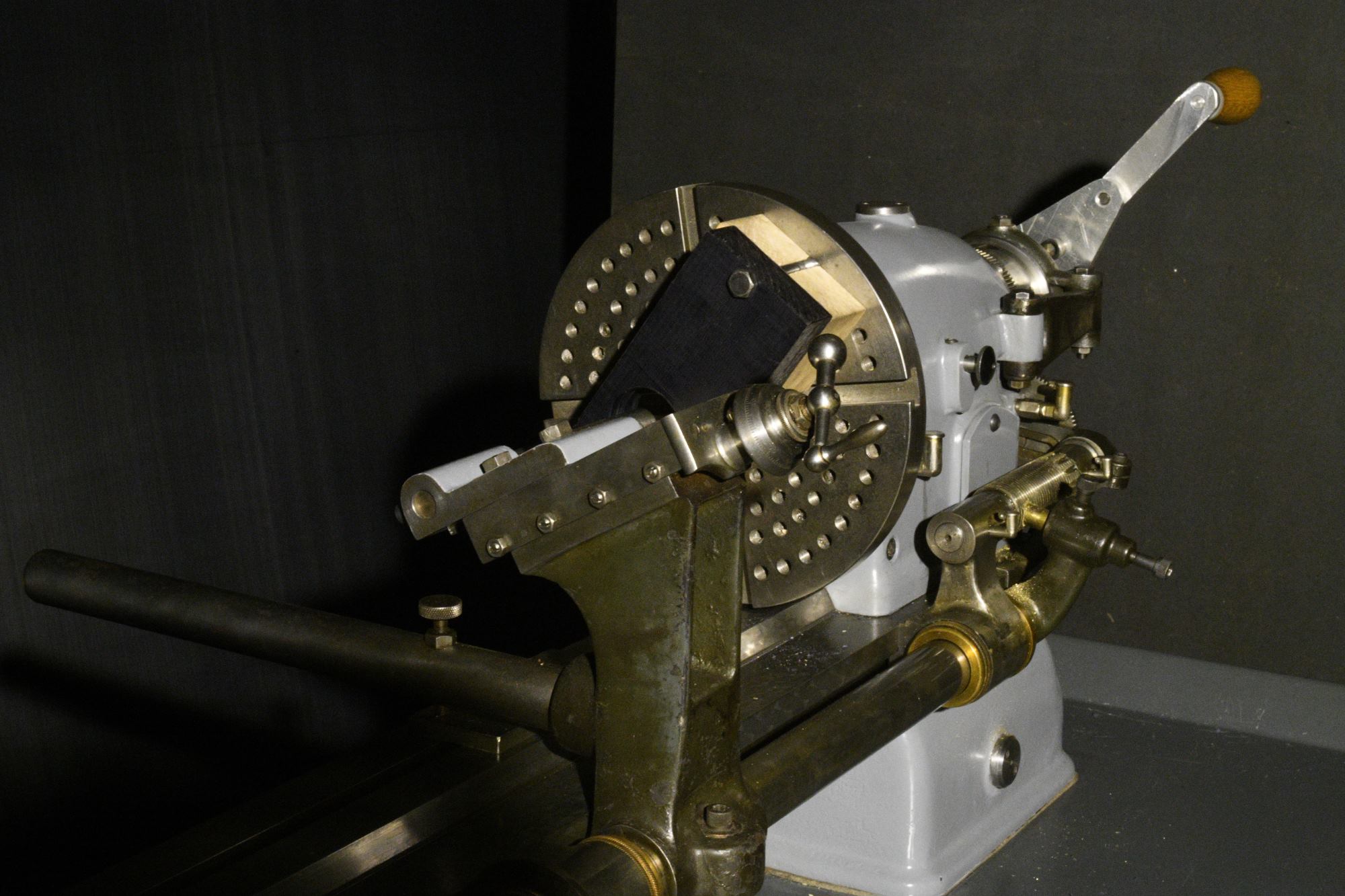
There is a significant color difference between the above and below images of the same lathe. Both images were made with an incandescent white balance setting and illuminated with incandescent bulbs, however, they were different bulbs. Each image was painted with light, i.e., a single light was hand held and moving during the time exposure to illuminate the entire lathe. The above image was illuminated with a 15W bulb and the below image was illuminated with a 7.5W bulb. The above color is a more accurate color redition of the lathe under most lighting conditions. The below color is accurate under the conditions under which it was shot and I like it, so I leave it as is. The reason for the black background is to avoid a distracting background.