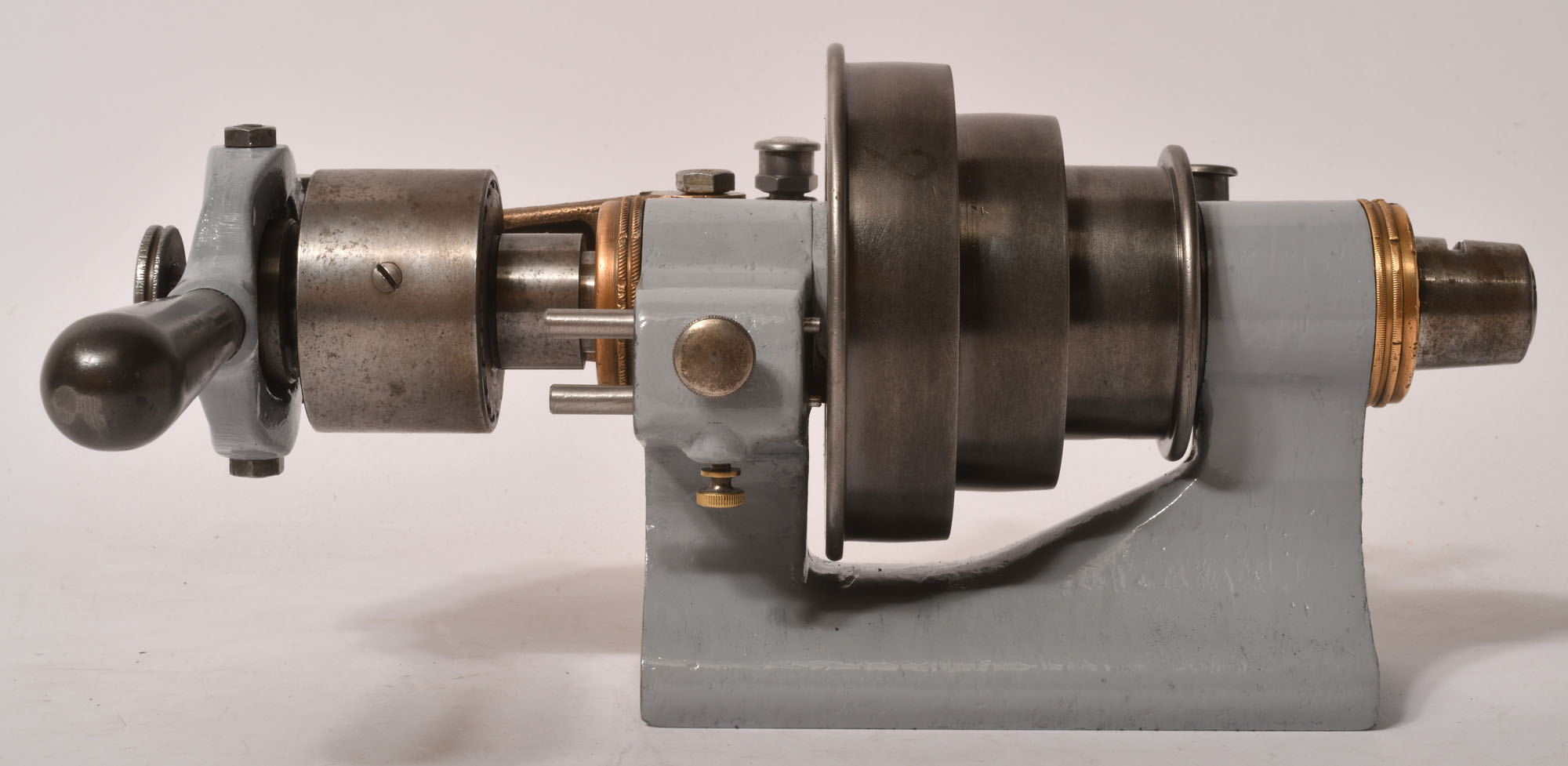
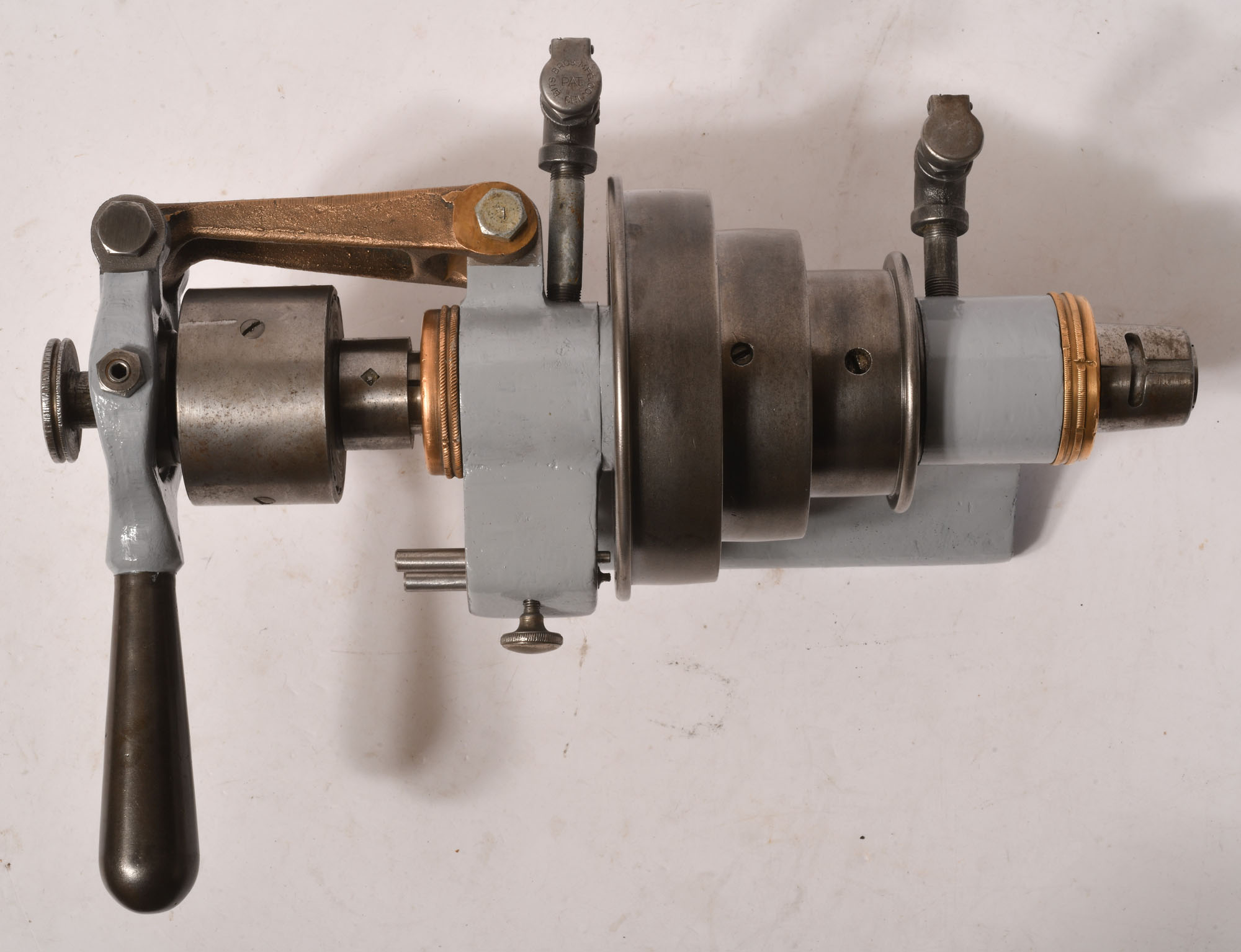
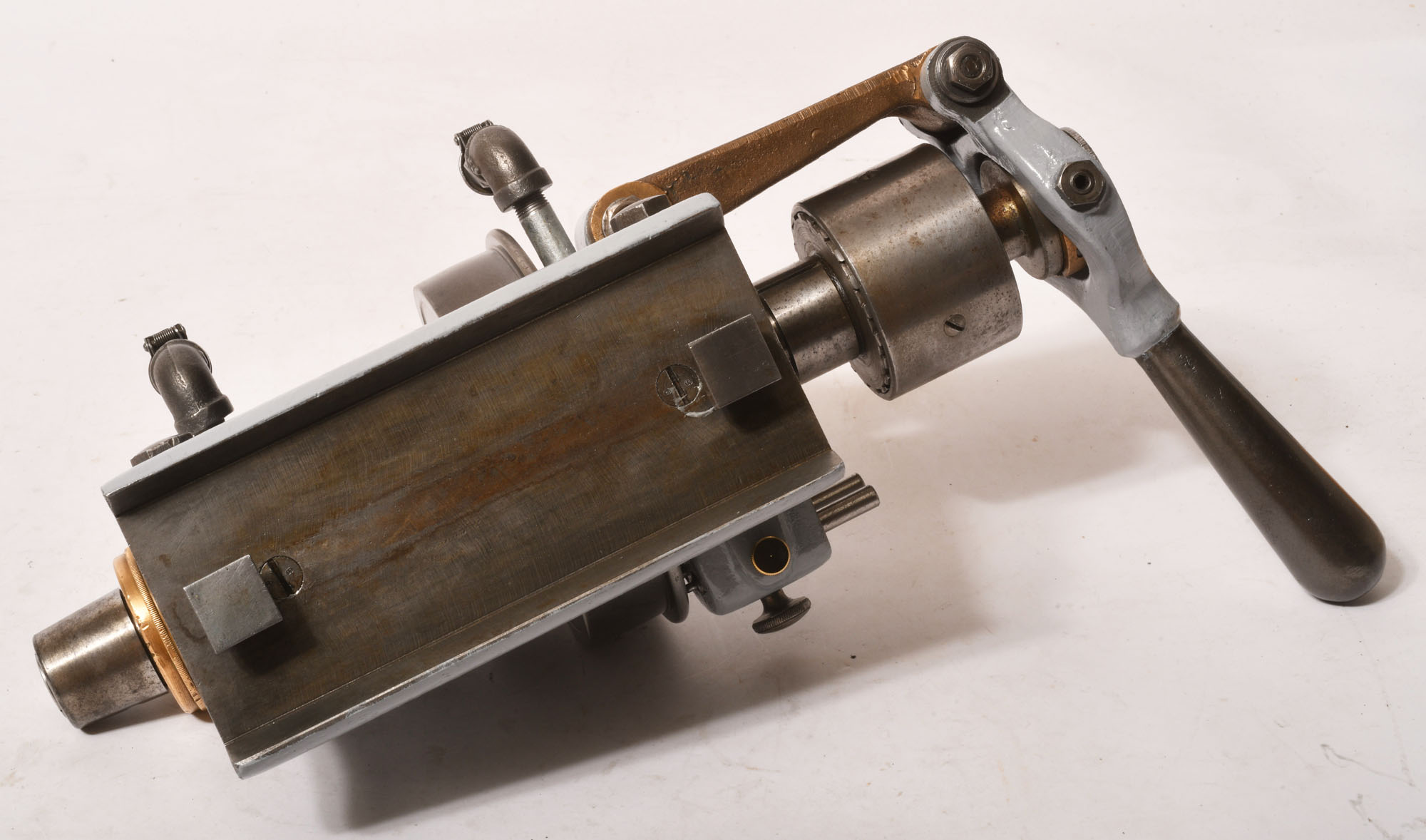
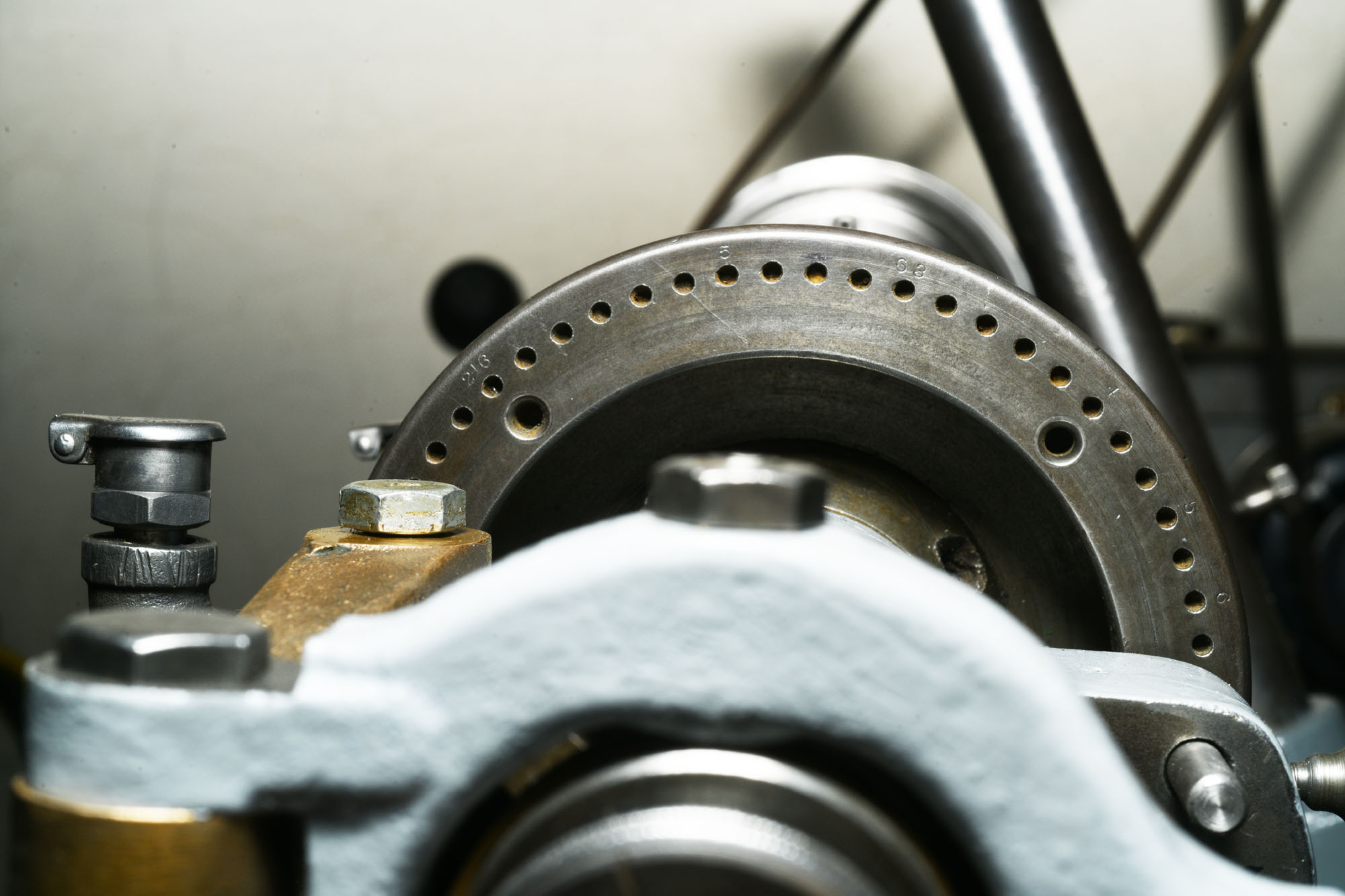

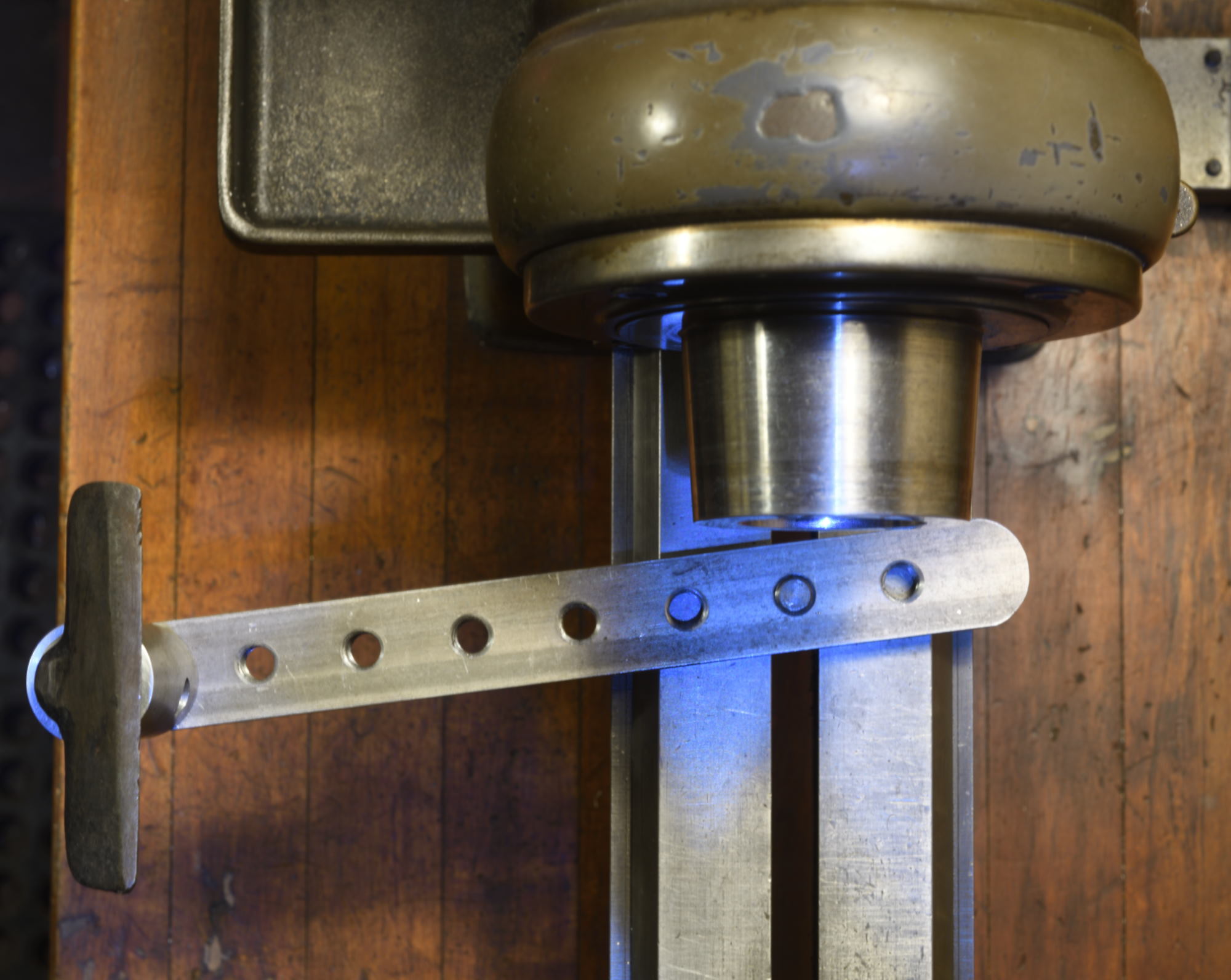
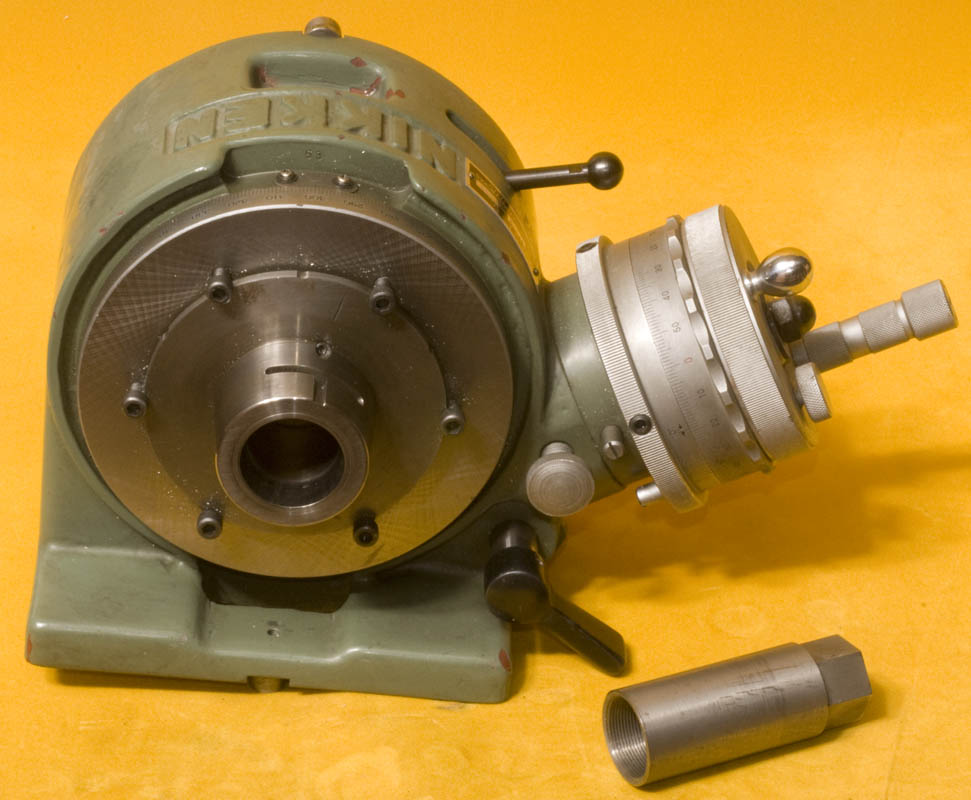
HARDINGE 3C 7" HEADSTOCK with 60 position DIVIDING HEAD. The holes in the dividing head show no wear and the stop pin has a minimum of play so this dividing head is accurate. There is a smooth acting quick collet closer. The spindle runs smoothly and accurately. The 3c head is the best for watchmaking and other small work. The 3c lathe accepts collets up to 1/2", and on special order, 9/16" collets are available. 5c collets go as small as 3c collets, but in a 3c collet more of the work piece will stick out so you can actually work on it. This is especially true of items with heads--such as screws. I am looking for a 7" compound and tailstock and small bed. I am likely to add to this headstock. As I do, the price will go up--but, of course, you will get more. Presently, the headstock is $640
COLLETS to fit a 3C lathe: 1/64, 3/64, 3/32, 1/8, 3/16, 7/32, 1/4, 3/8, 1/2". All work with the Hardinge 3C headstock listed above. $90.

COLLETS to fit a 3C lathe: 3/16, 3/8". All work with the Hardinge 3C headstock listed above. $10 each.

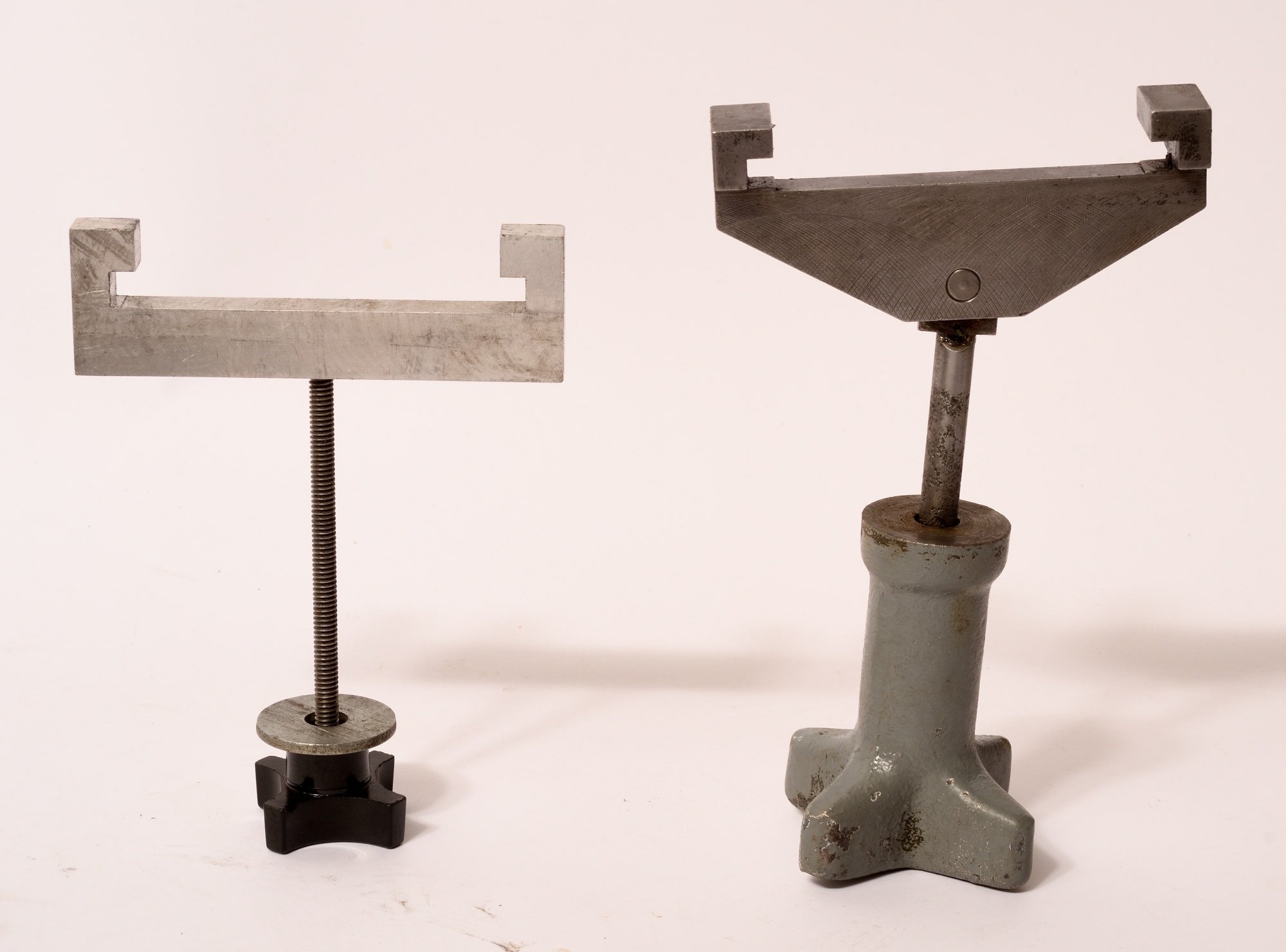
HARDINGE DOVETAIL JIG. Designed for use with the about 5" wide hardinge bed. The vertical post is 0.745" in diameter and is 13" long overall. This would be useful for mounting a digital runout indicator. It would be useful for any custom accessory you want to attach to the bed. It would be useful for whatever you can dream up. I made something similar for use with the Cataract split bed; you will see it listed below on this page. This factory made dovetail jig is like new. I made a hardwood spacer so this can be used on a 3.5" wide bed. $300



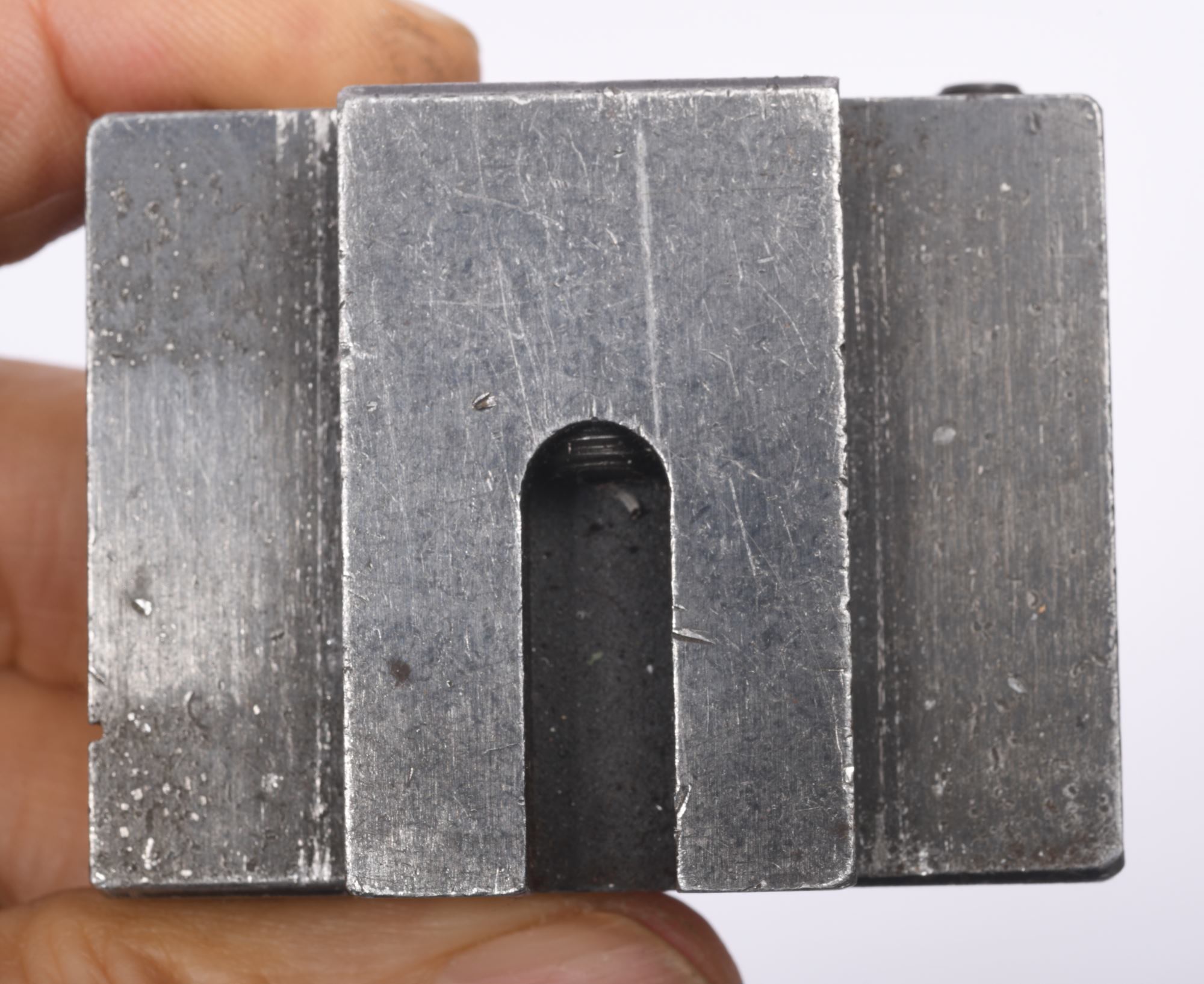
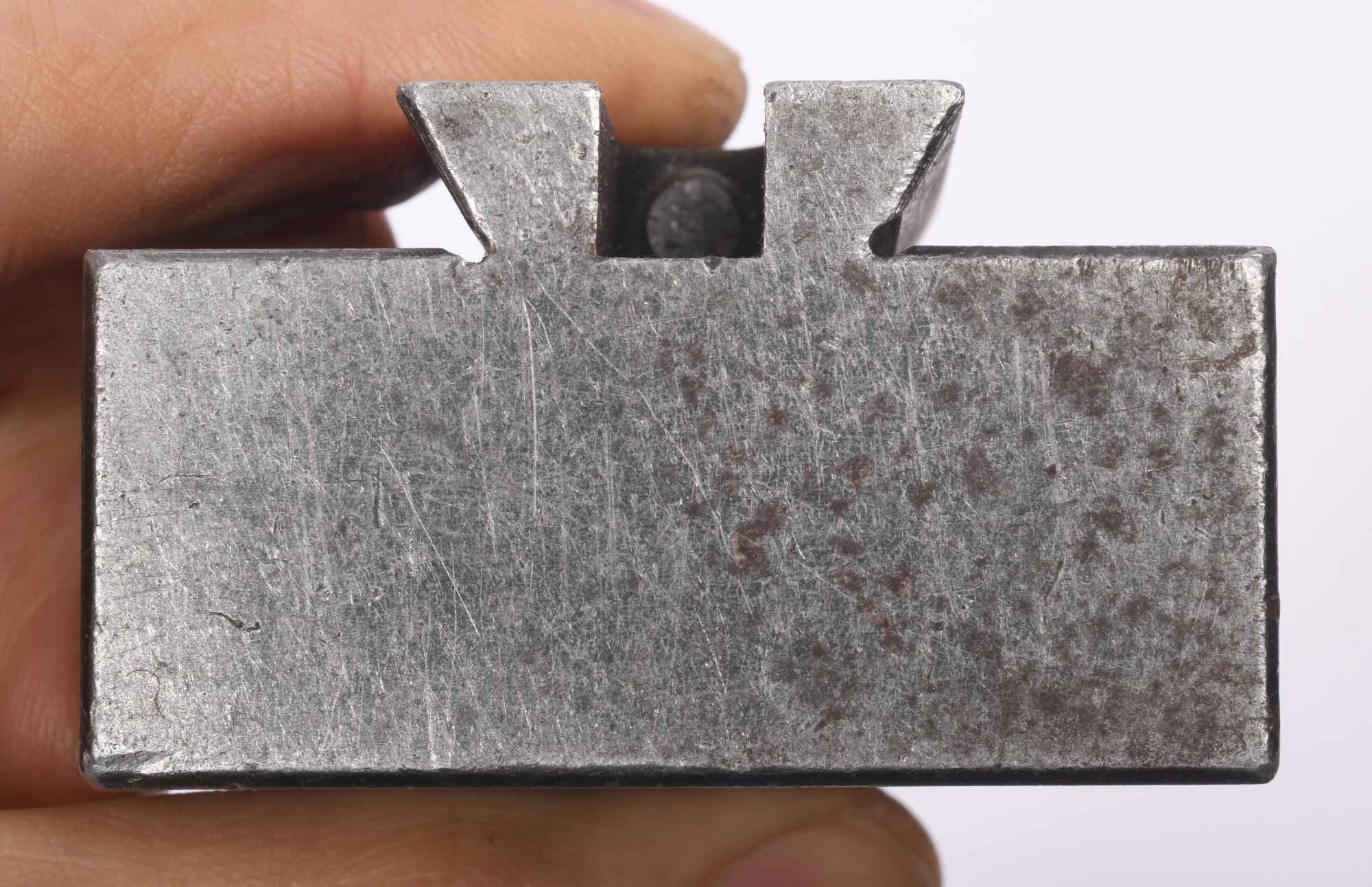
Split bed custom made jig. Hugs the bed with an intimate embrace. Attached with two 3/8-16 TPI socket head cap screws. There is a 1/2-13 TPI hole in the center of the base. Formica covers the top of the base to avoid galling of the aluminum underneath. A 1/2" threaded rod topped by a 1/4" diameter by about 1/2" long turned down shaft is included. The Starret "last word" indicator (and many other indicators) fit on this. Use this jig for whatever your inventive brain can imagine. In one photo I attached it to the bed in intimate contact with the compound so that I could remove the compound in order to test fit a part with the workpiece--and then replace the compound in the same position it had been in. $300.
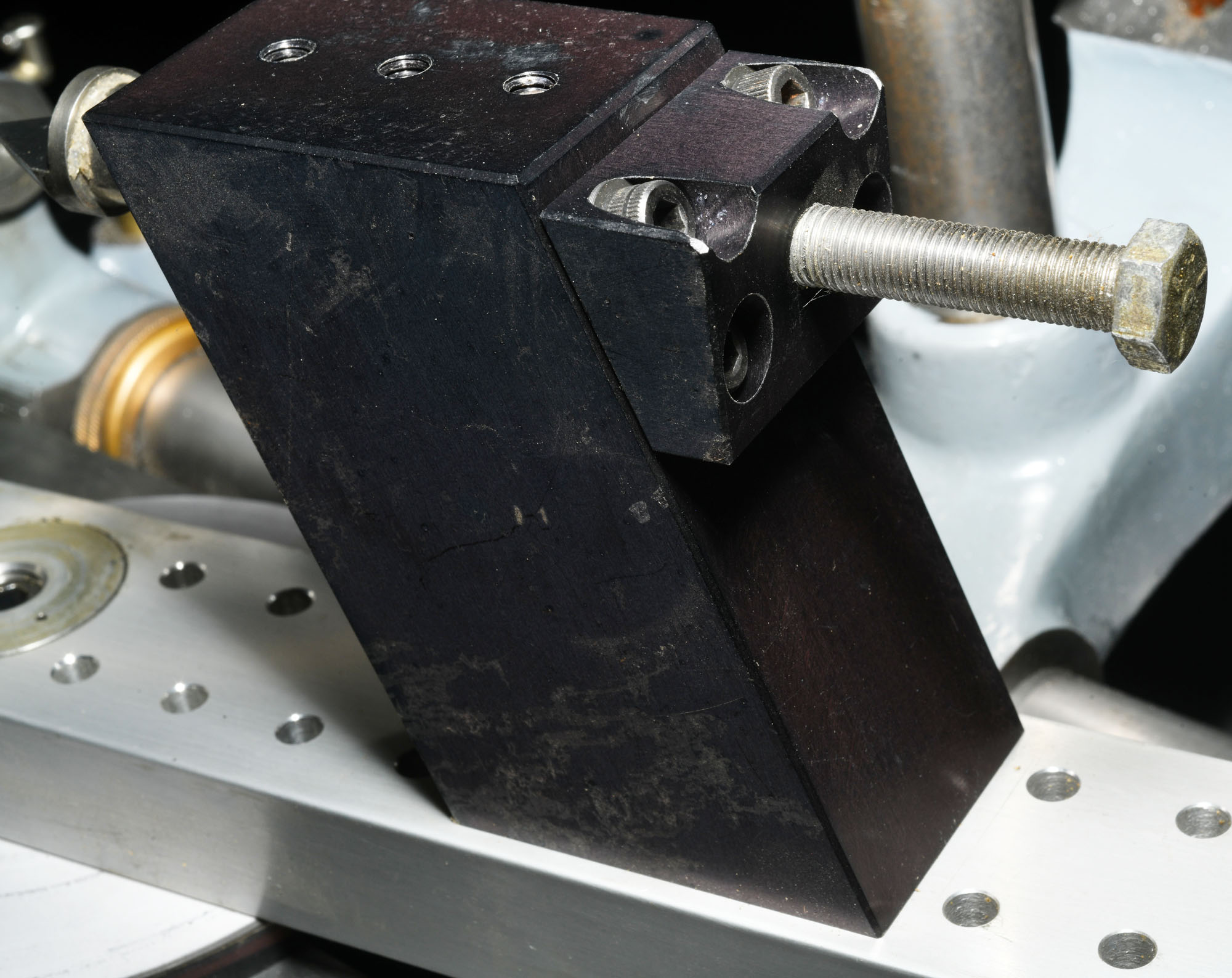
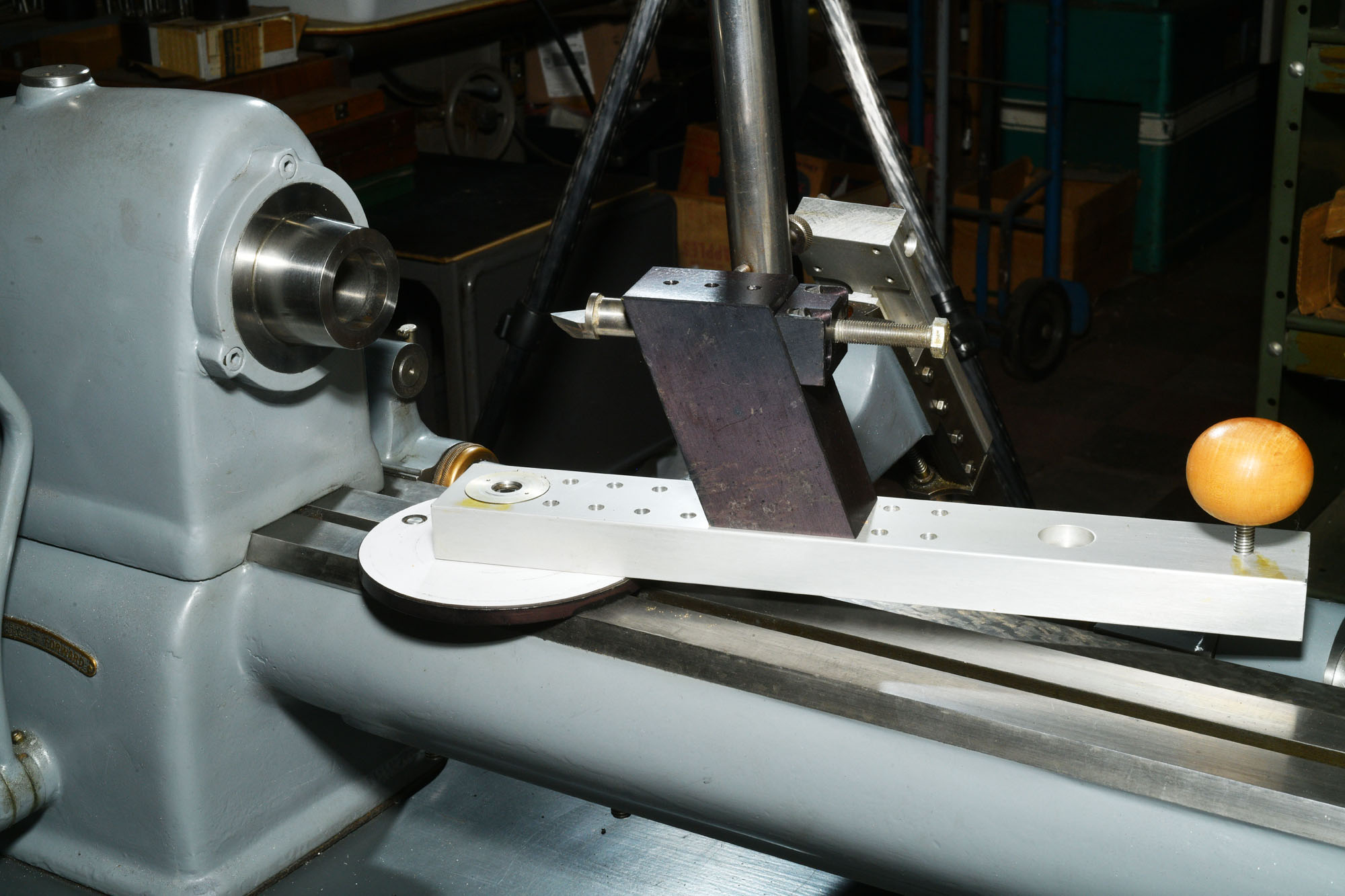
GLENNVIEW for HARDINGE split bed RADIUS CUTTER for use with 9" swing lathes. Will cut a much larger radius than a Hardinge radius cutter (up to 9" in some cases). Will cut convex and concave radii. Note the holes along the 1 X 2.25 X 14.5" bar. The angled tool holder may be repositioned along the length of that bar. The tool holder may be reversed. The adjusting screw and small triangular block may be reversed--from one end of the tool holder to the other. The angled tool holder allows greater clearance for the purpose of greater range--or size of radii that you are able to cut. There is a sizeable carbide cutter--appropriate for the job. The turntable is Formica covered. The Formica serves as a bearing surface for the swinging bar. The wood knob makes for pleasant operation. $1500.


WW COLLETS--for watchmaker's lathes: These are labeled by size (in 1/10mm increments). Number 1 is 1/10mm. Number 10 is 1mm. There are 2 wheel chucks or step collets that go up to 22 to 23mm in size. They are not redundant. If your round stock does not fit in one--try it in the other as the steps vary by a small amount. WW collets have 2.69" OD (6.85mm OD threads) and 40 TPI pitch. The 3 items at front left are not collets and they have smaller threads than the 8mm WW collets; they may be used in conjunction with collets, i.e., the shafts will fit into collets. The mounting plate looks to be factory made and has holes of different sizes, so these likely have use with WW lathes. Comes in a vintage storage box from Zeiss Optics. There is a postage label on the box of $1. $150 for the set. $75 for the 2 wheel chucks. $25 each for individual collets.
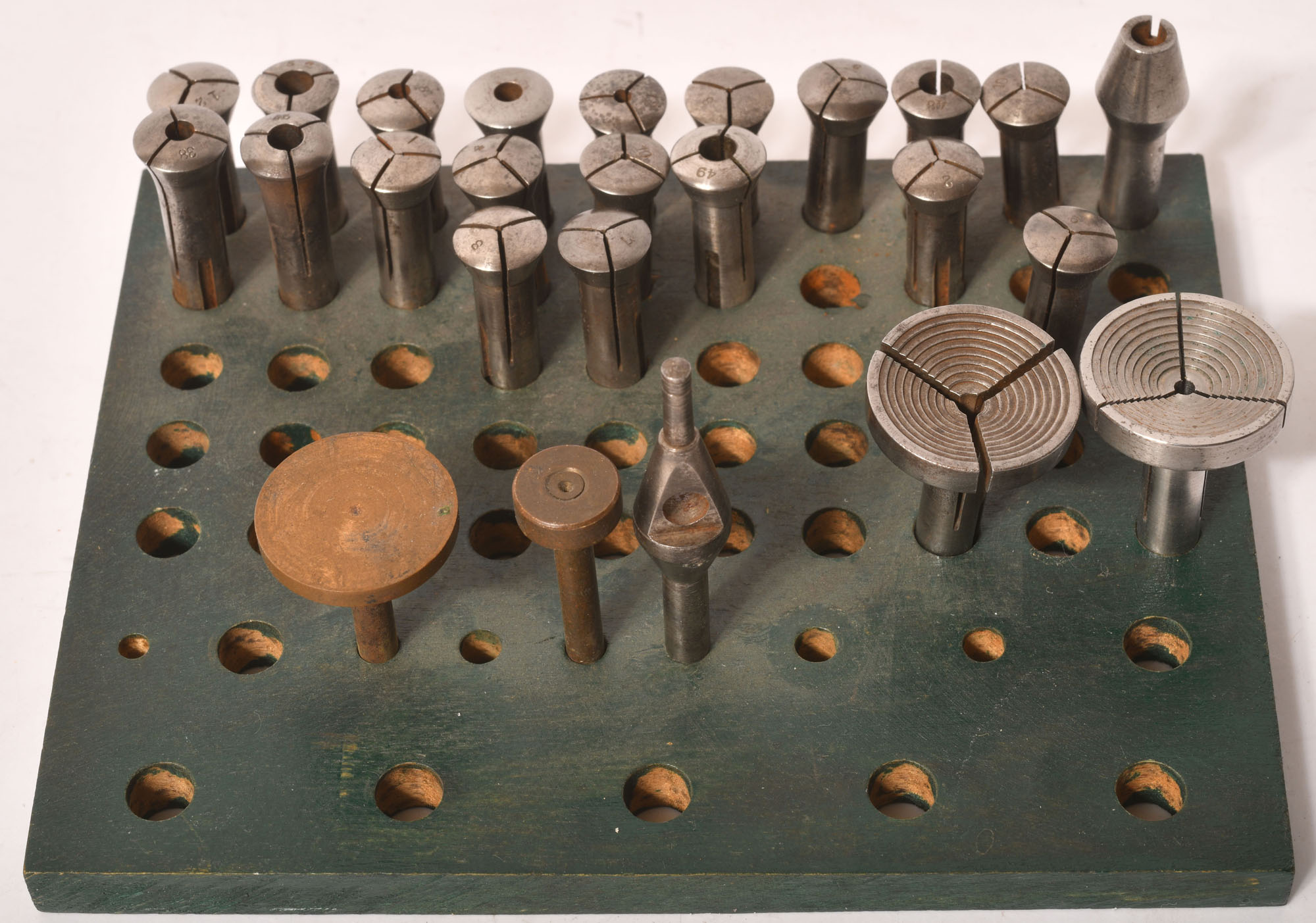

Watchmaker's Tool. Included with the above collet set, but also available separately. Labeled "Barnes Pat. Nov. 11, 1884." No threads with a shank diameter of 0.193". $25

Watchmaker's Tool. Included with the above collet set, but also available separately. 32TPI threads with a daimeter of 0.184". $20

Watchmaker's Tool. Included with the above collet set, but also available separately. 50TPI threads with a diameter of 0.179". $35

DRAWBAR for lathe with 0.153" collet. The threads are 0.314" OD (8mm OD) and 40TPI pitch. Drawbars are virtually impossible to find by themselves. $150



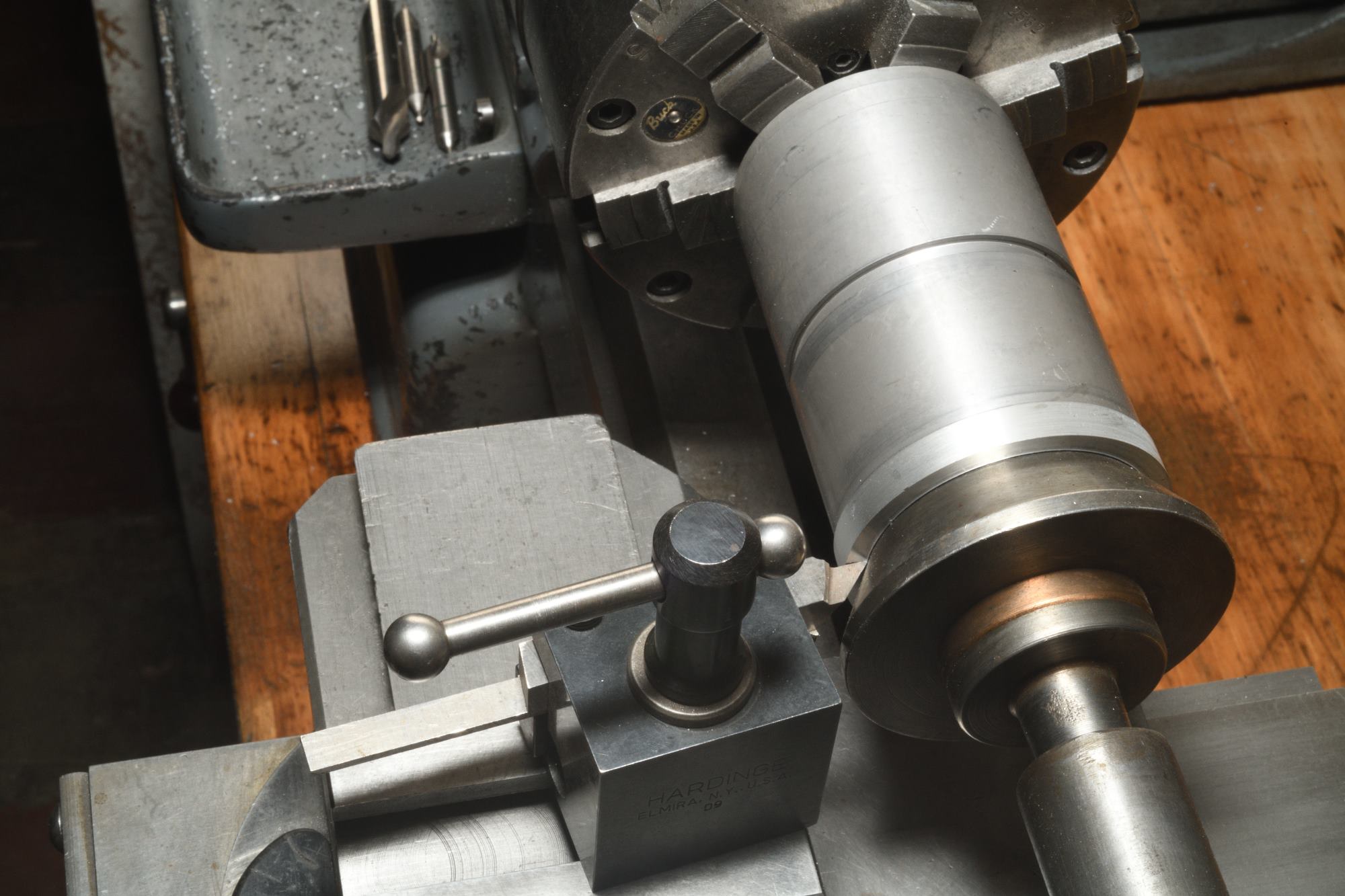
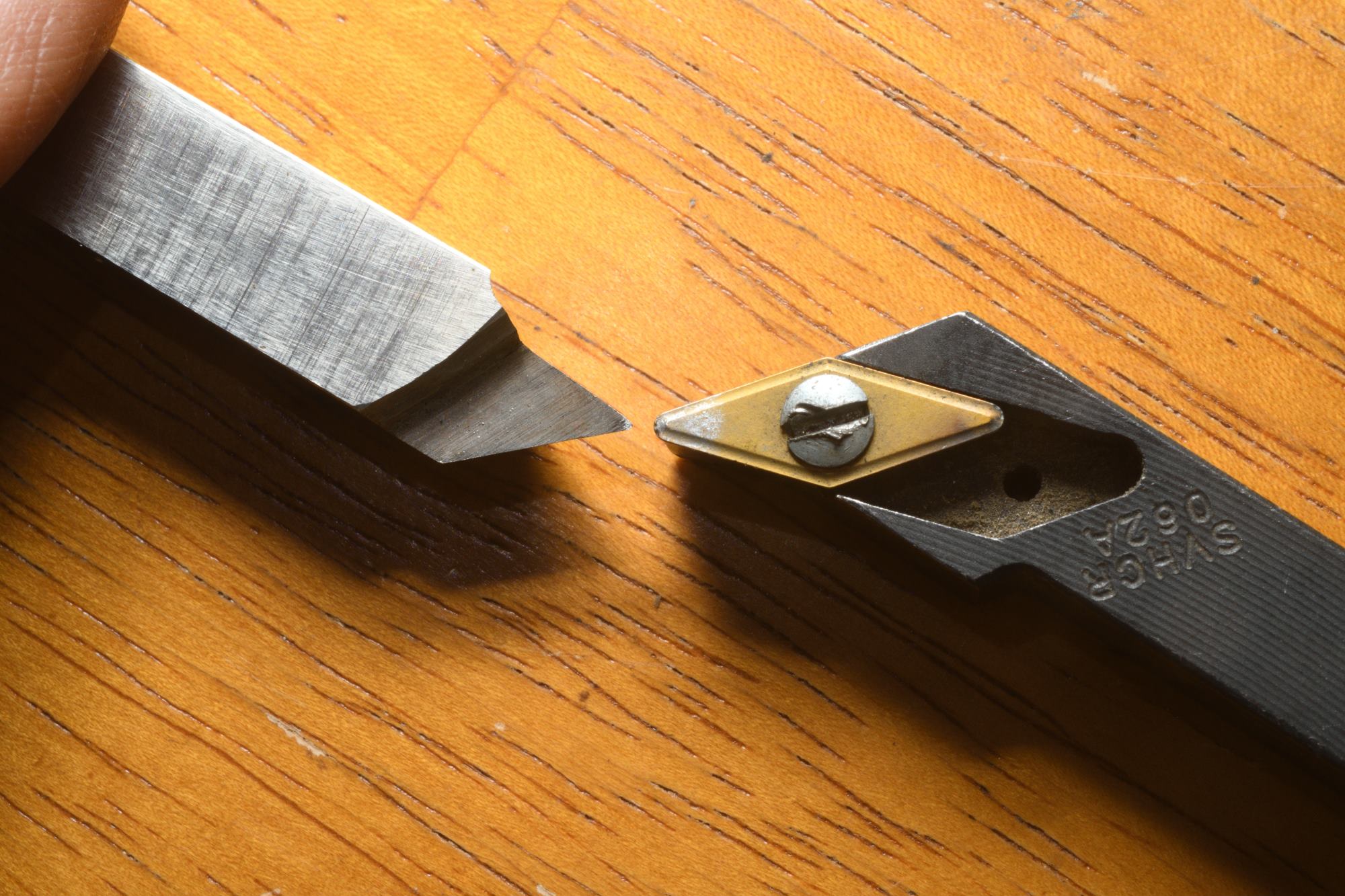
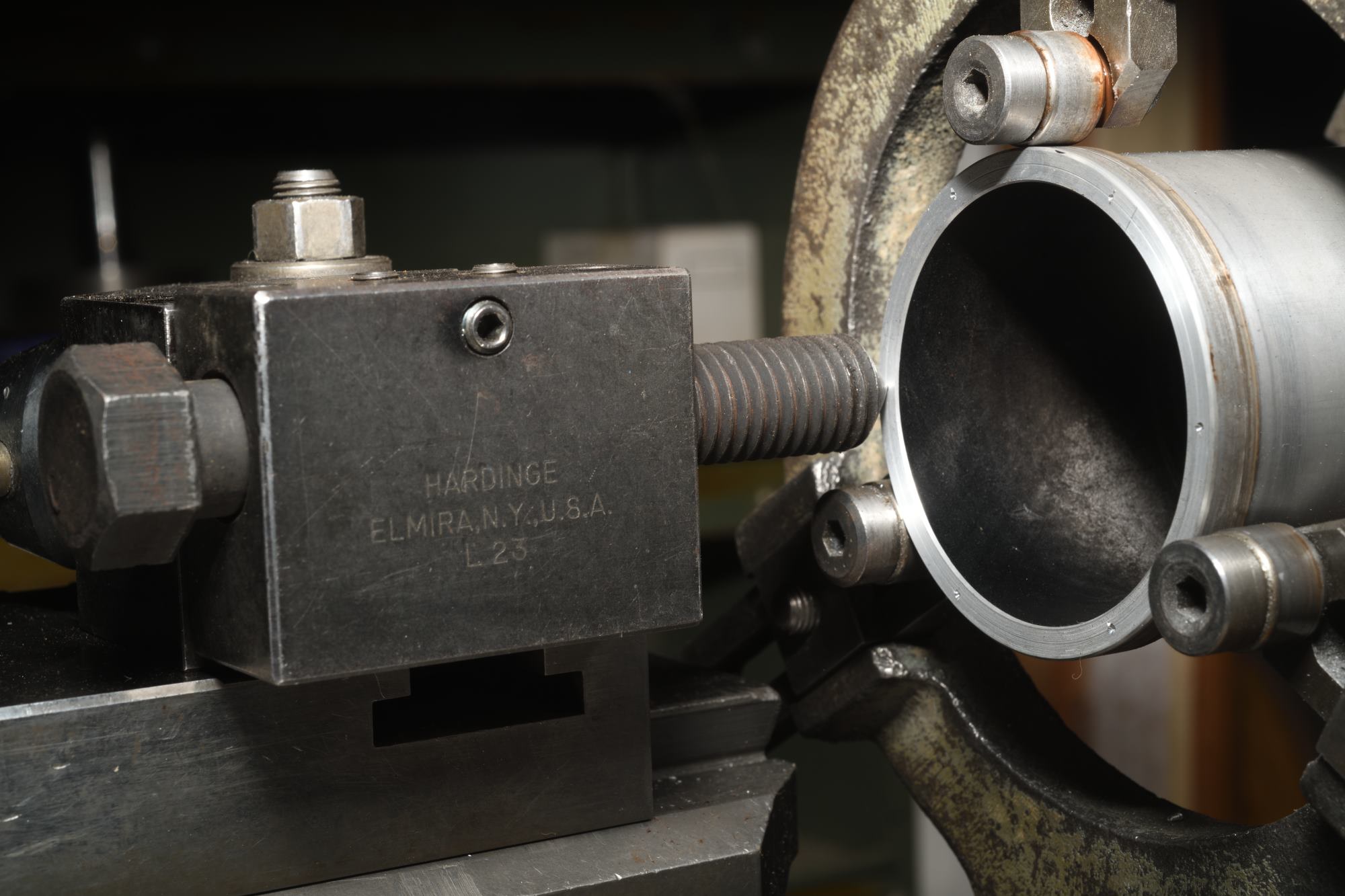
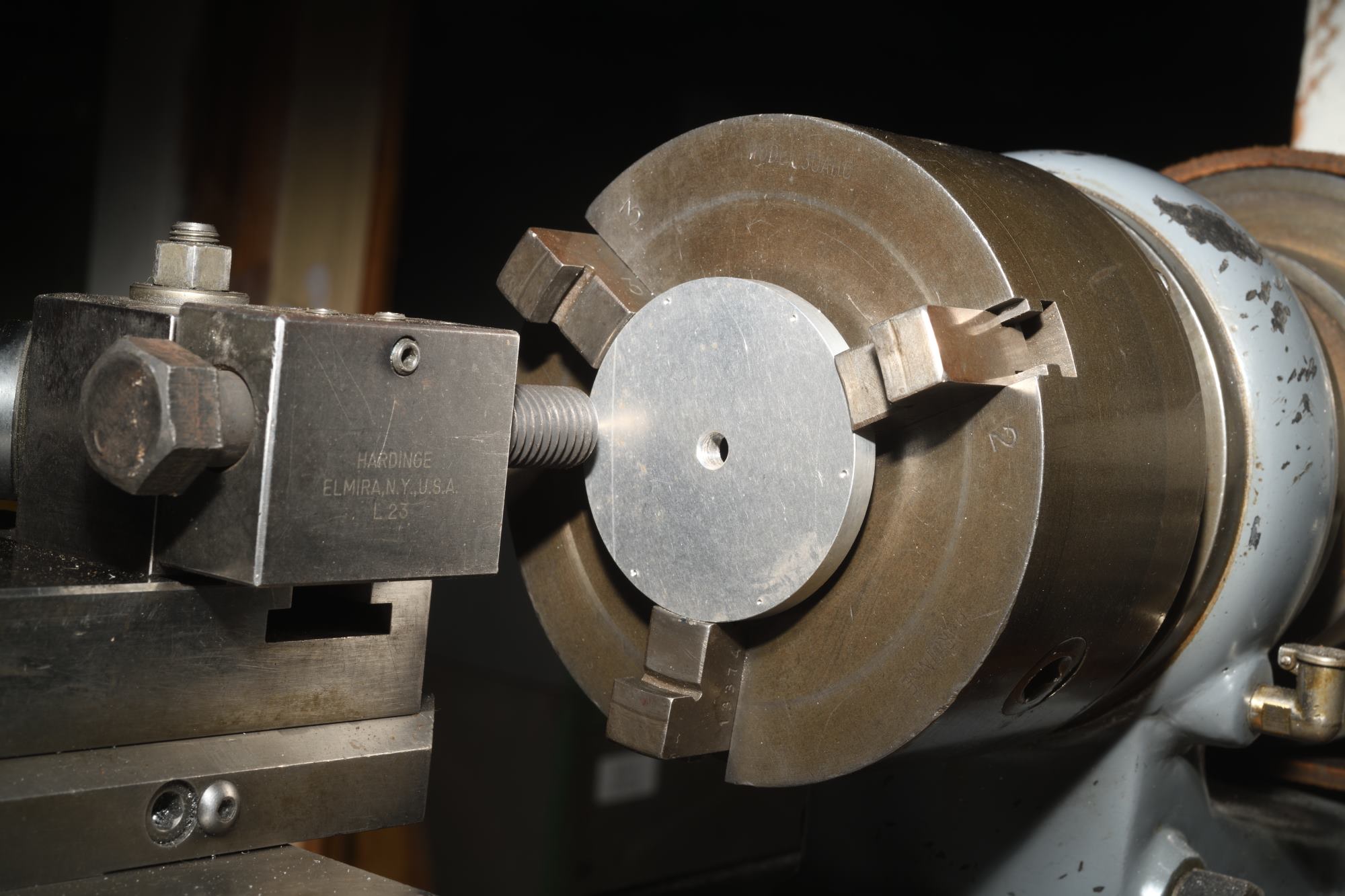
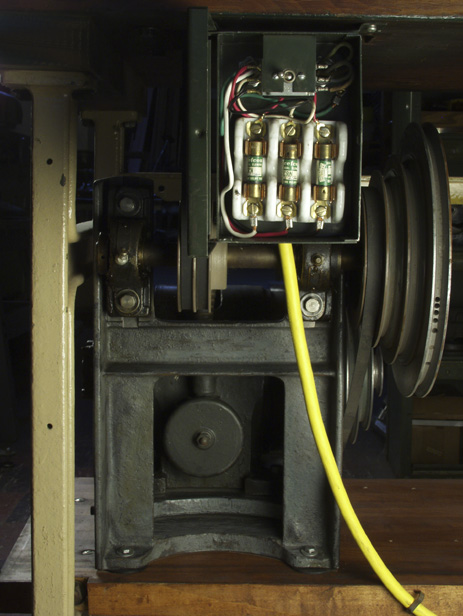
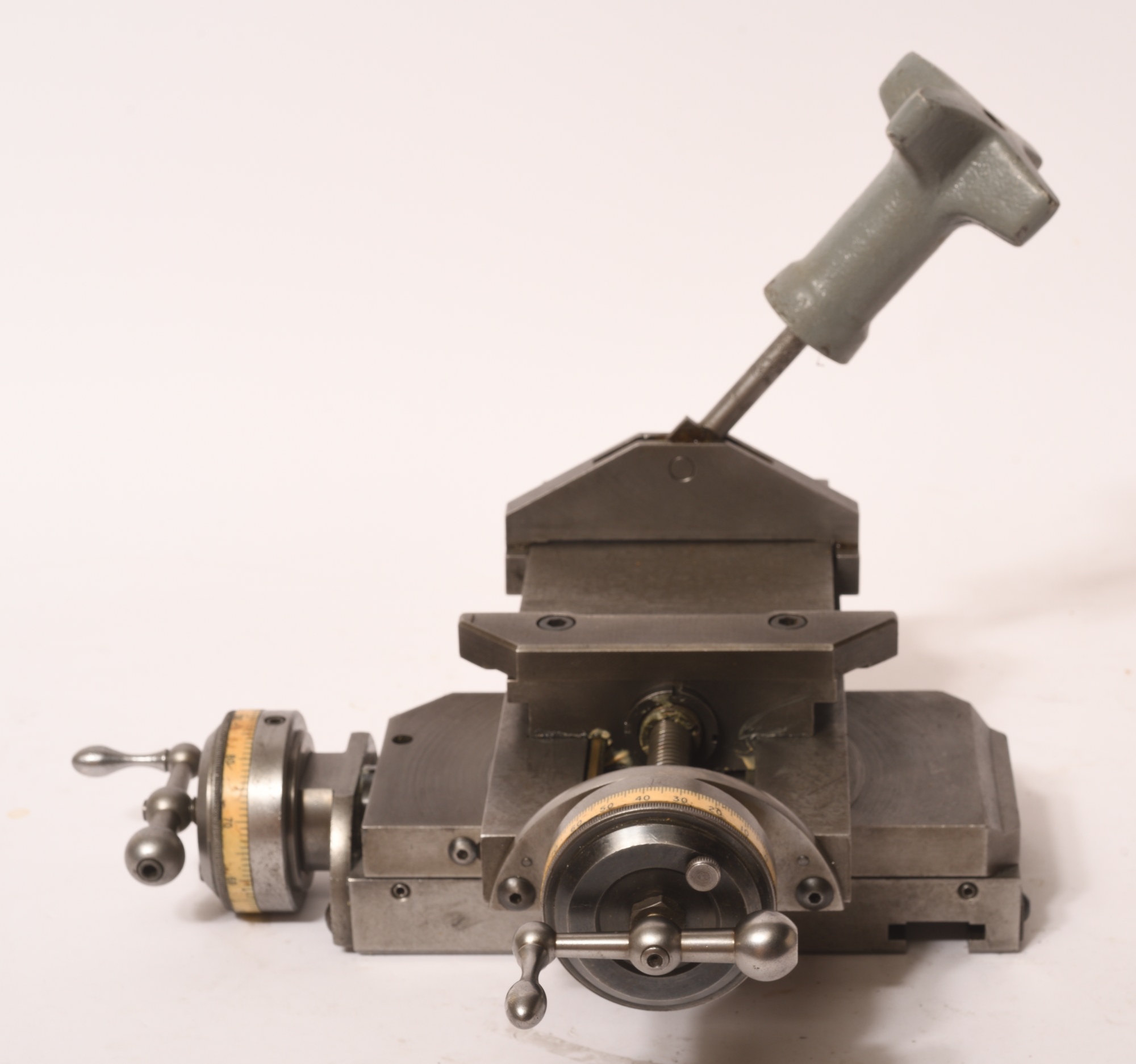
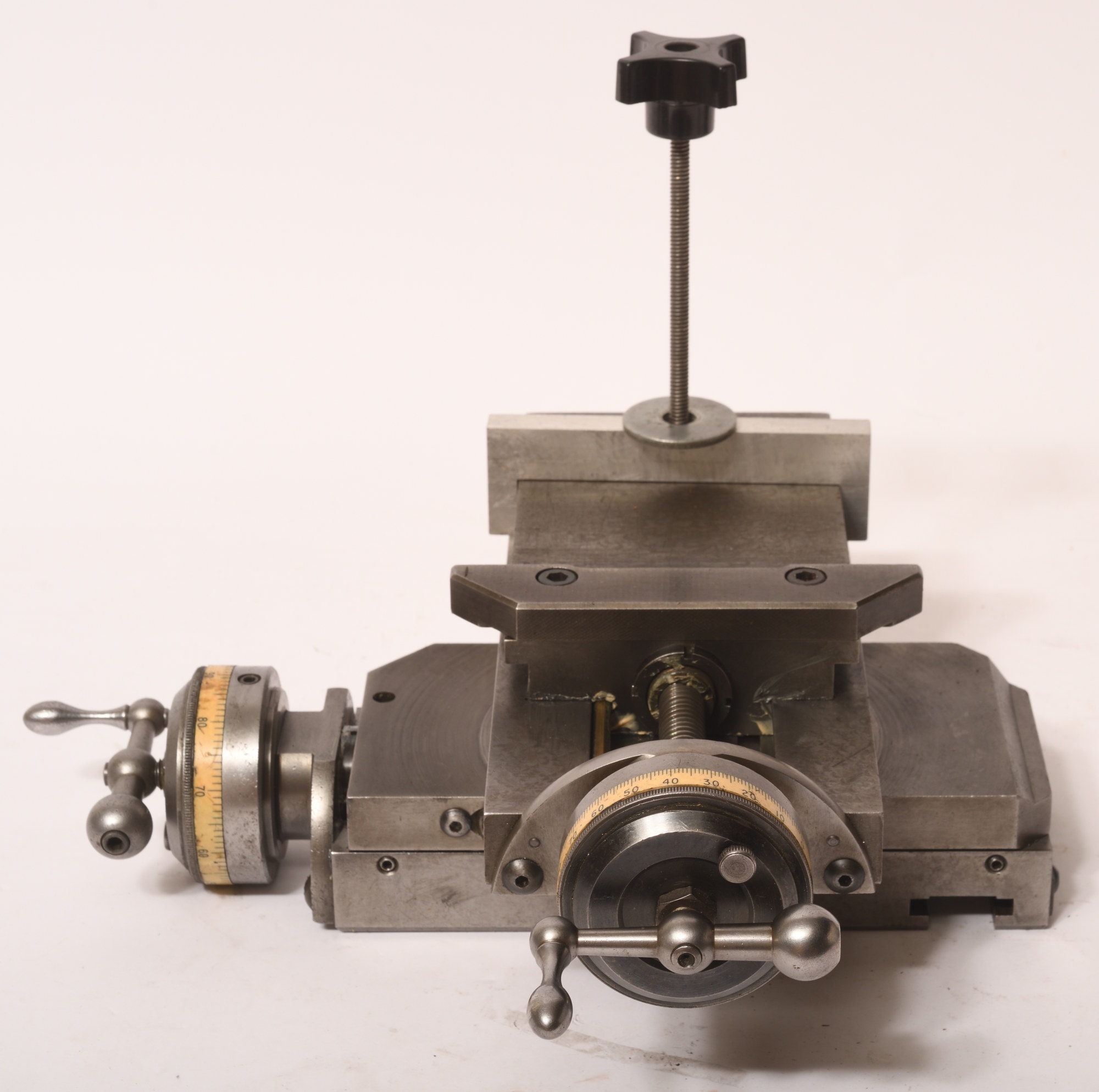
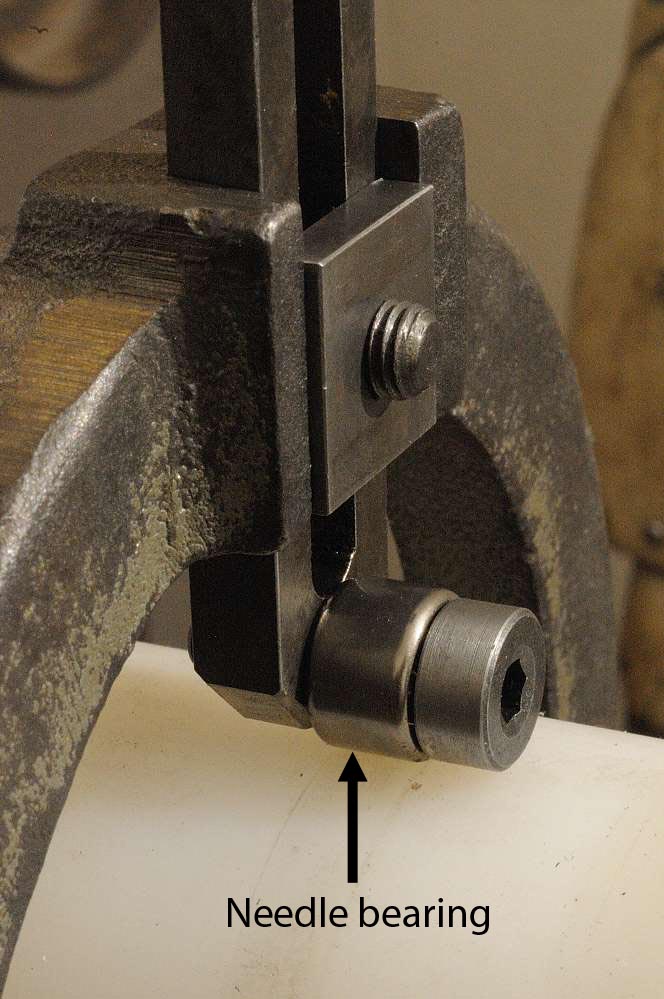
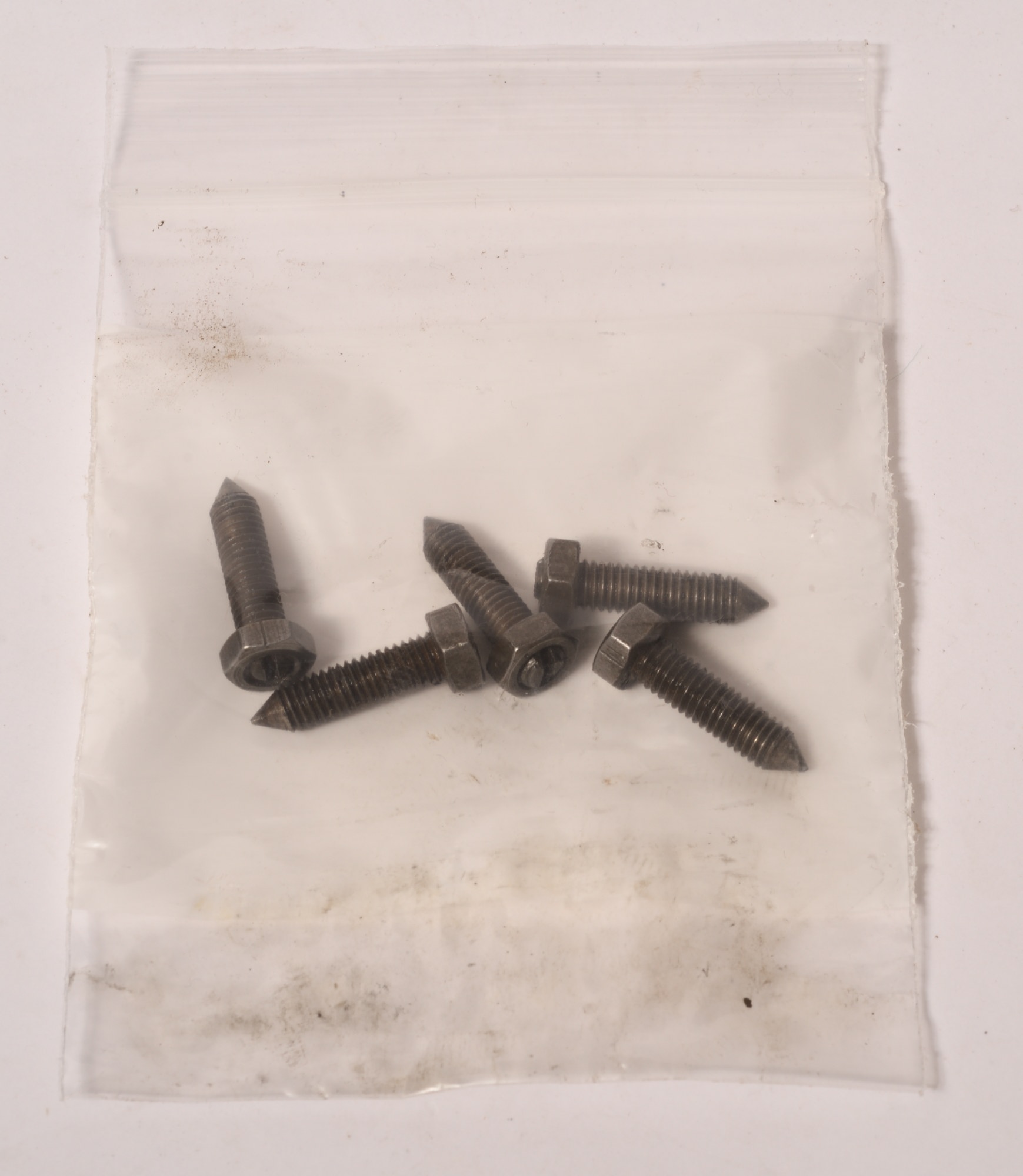
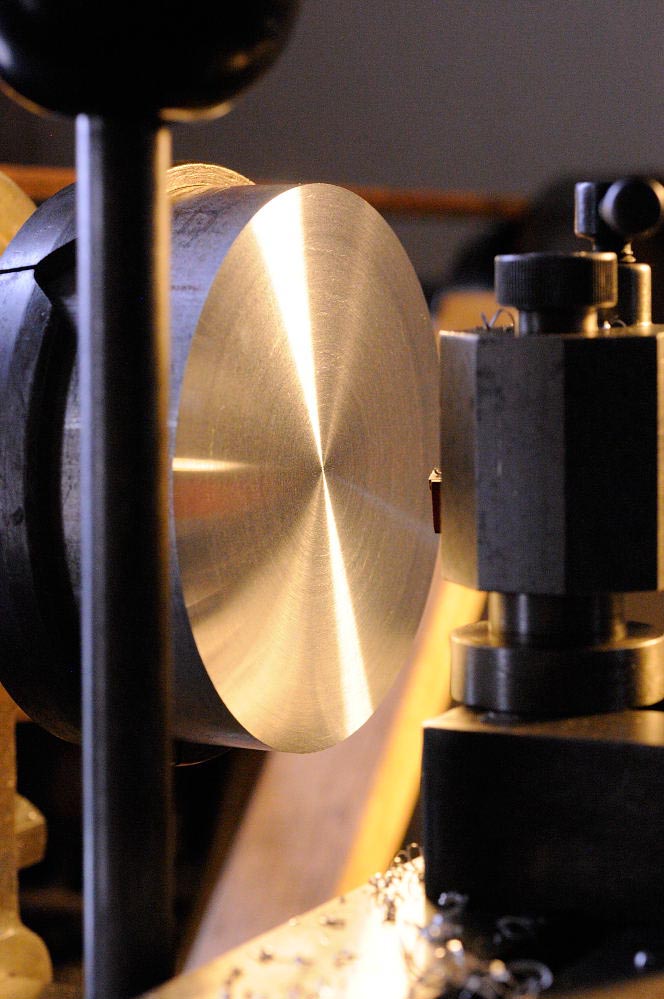
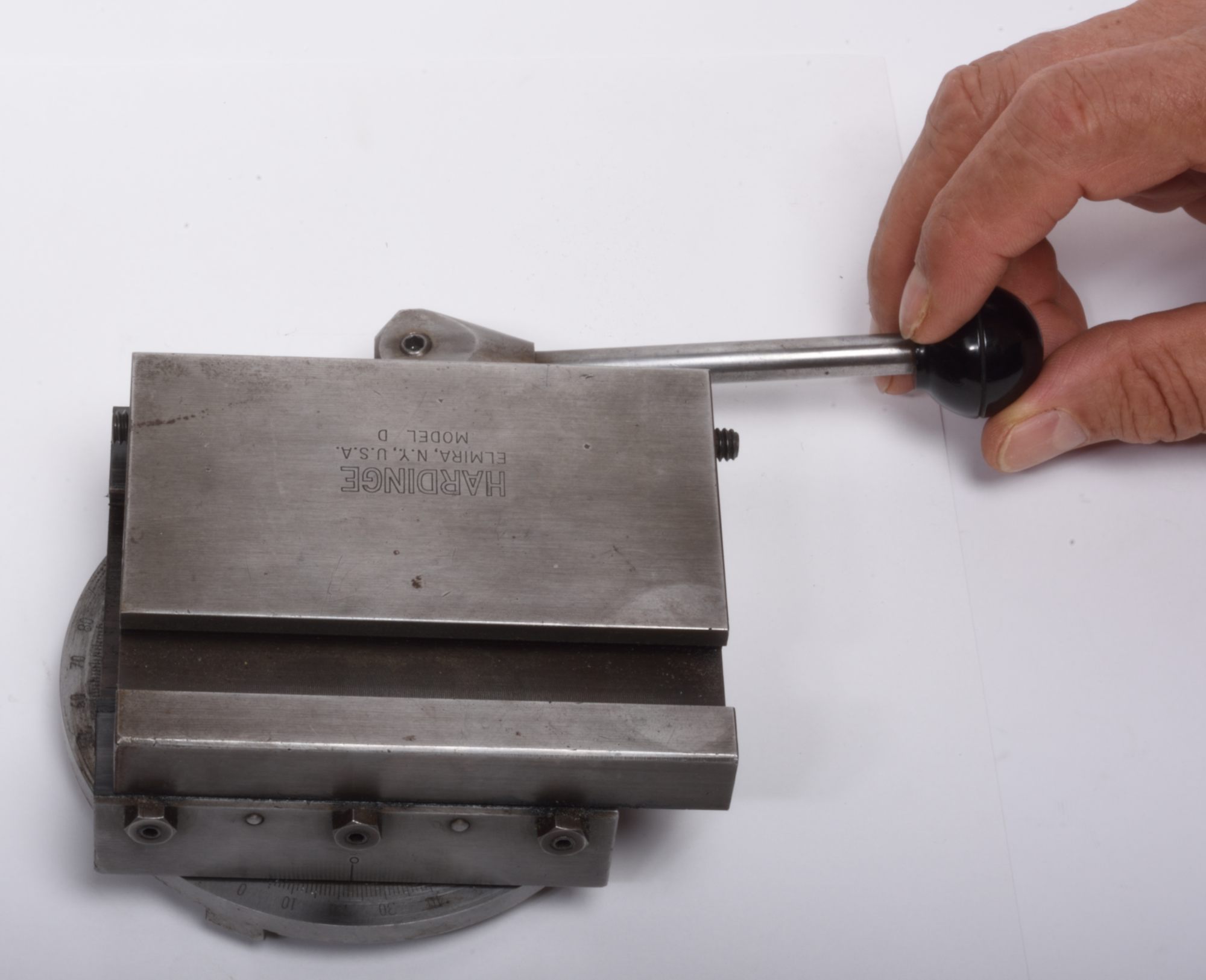
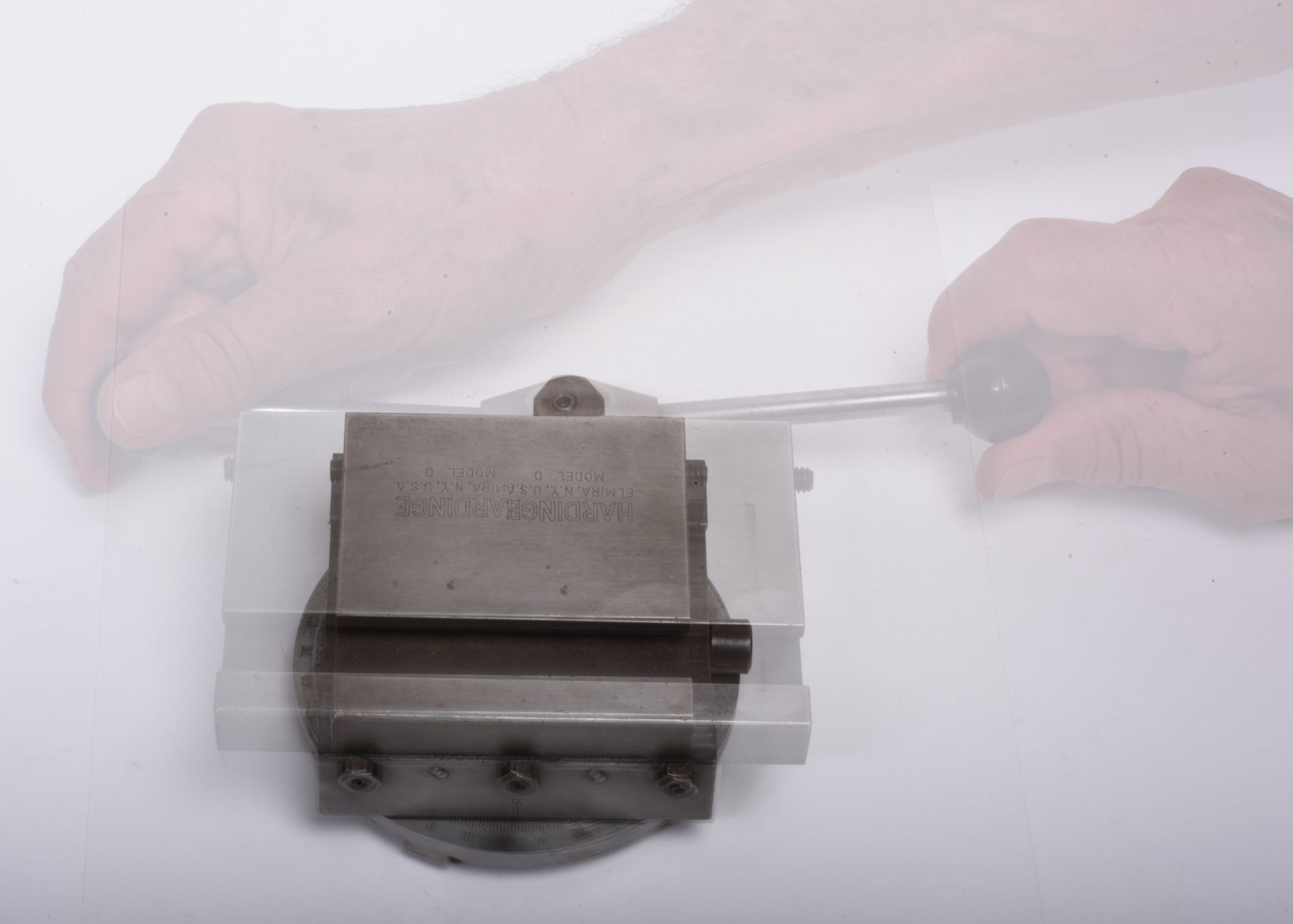
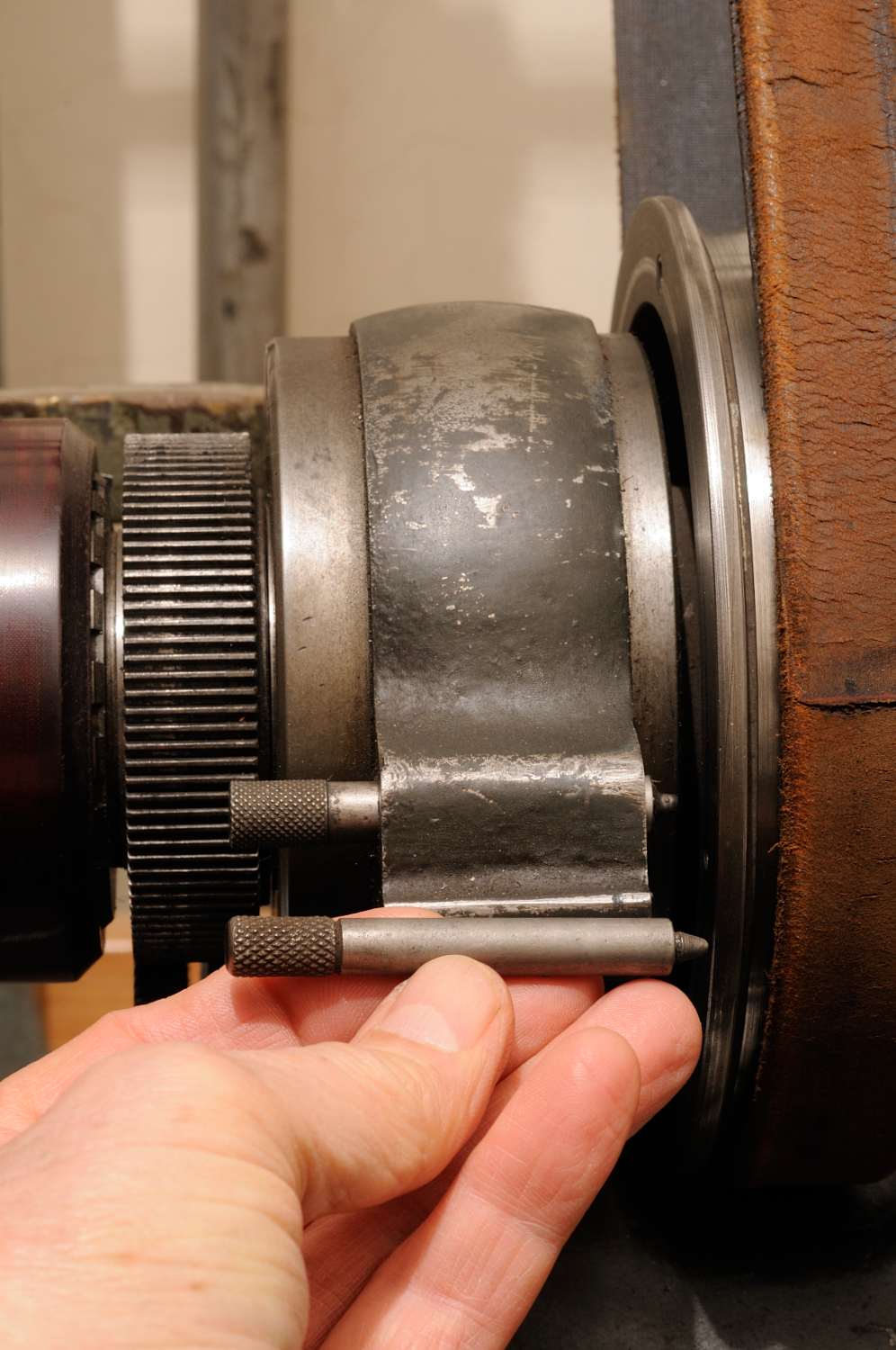
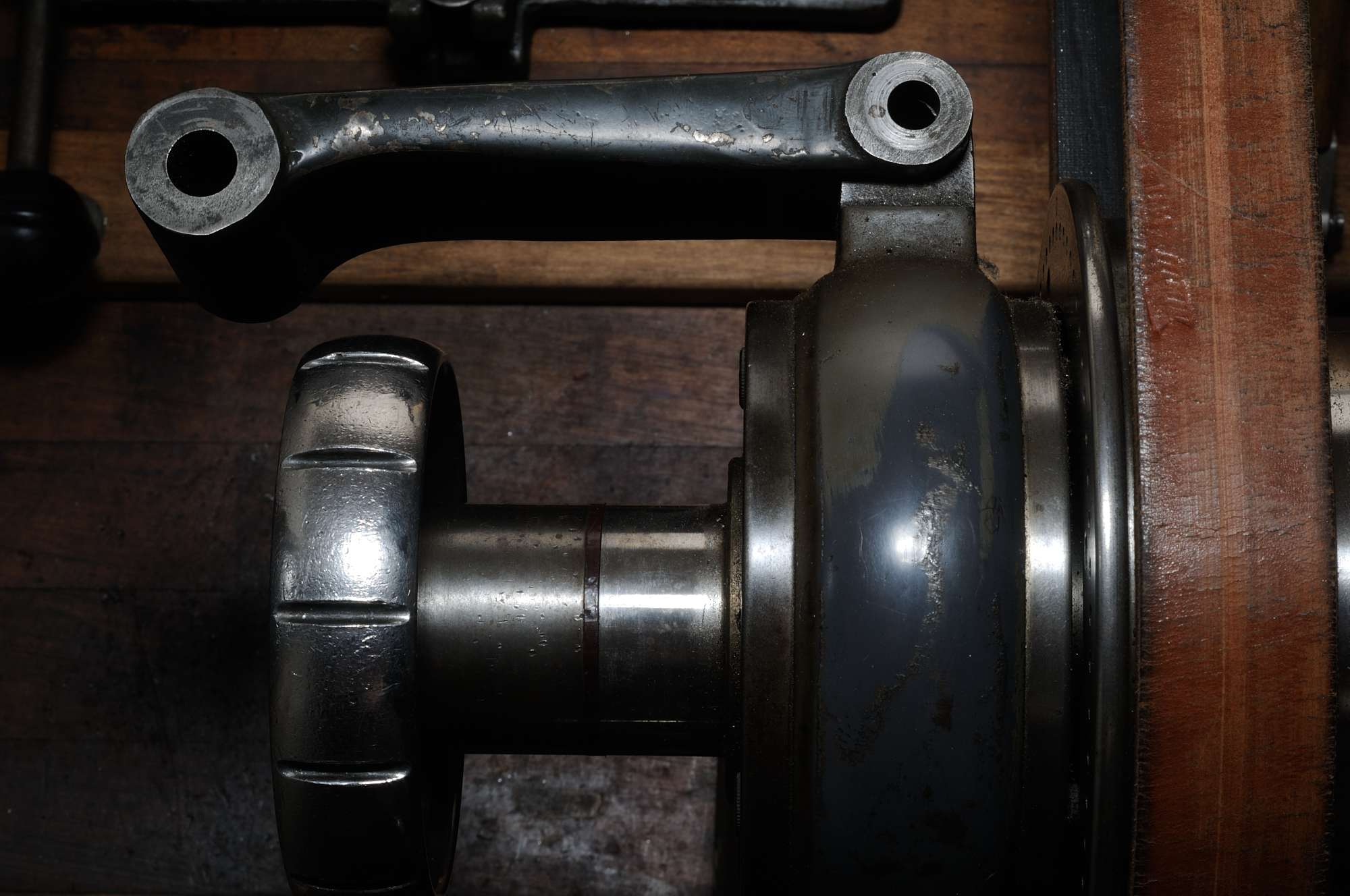
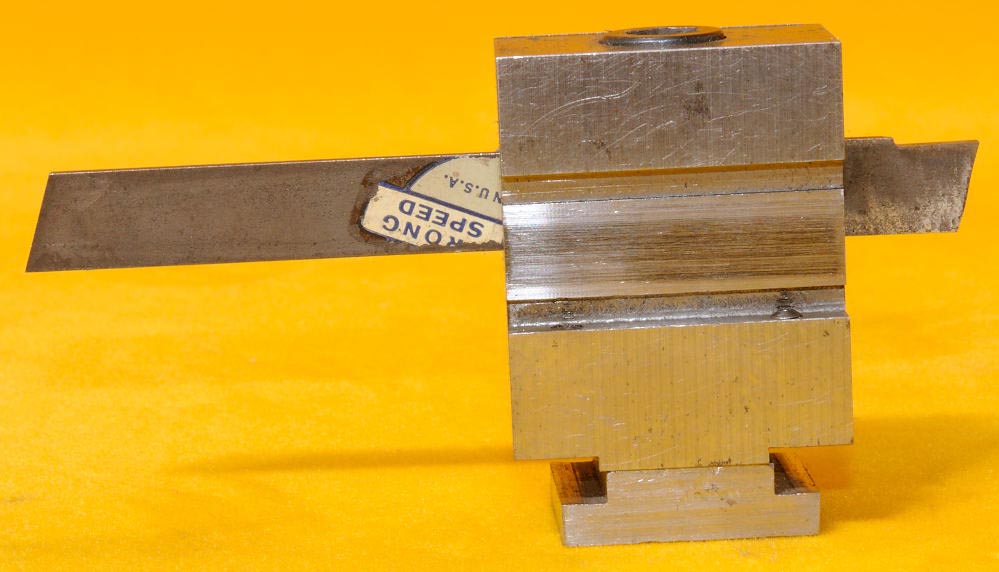
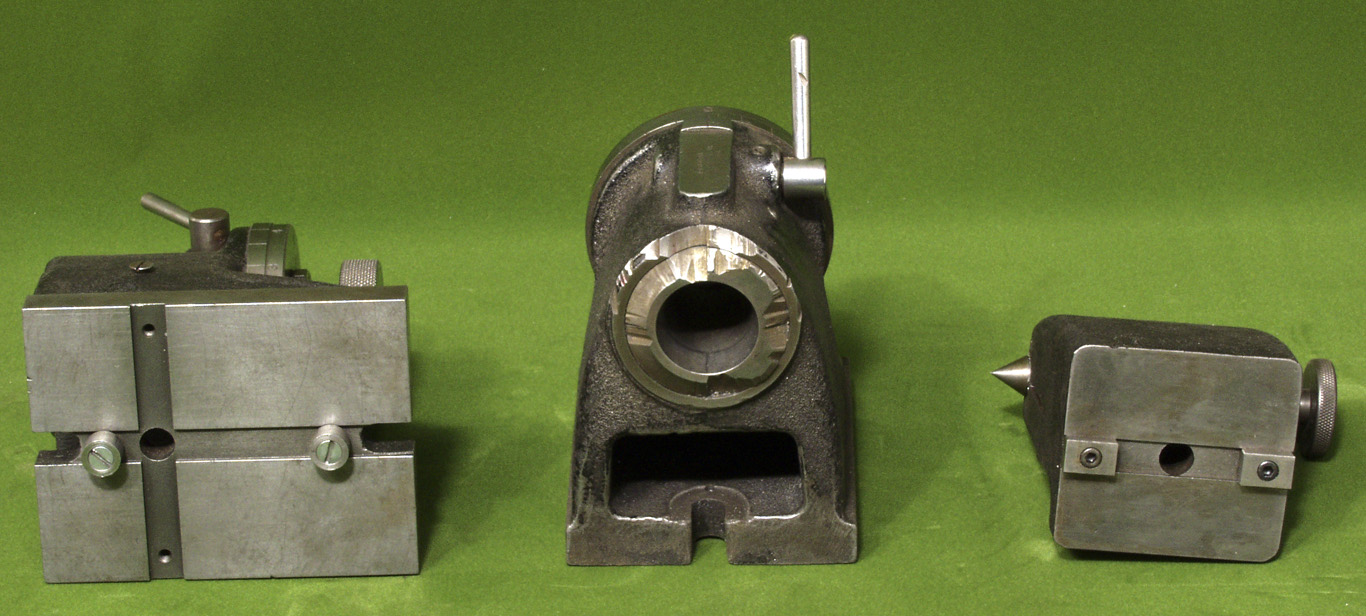
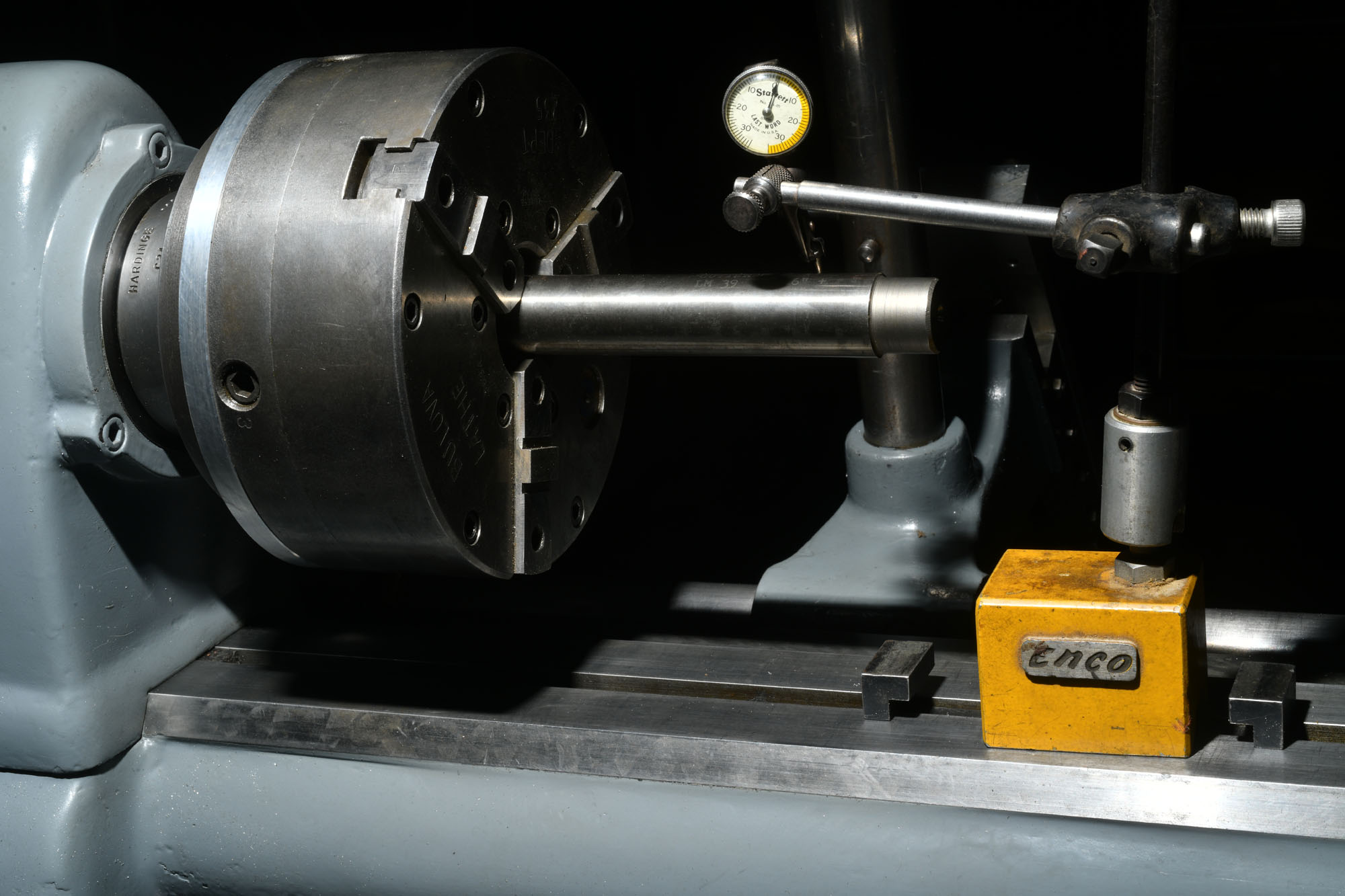
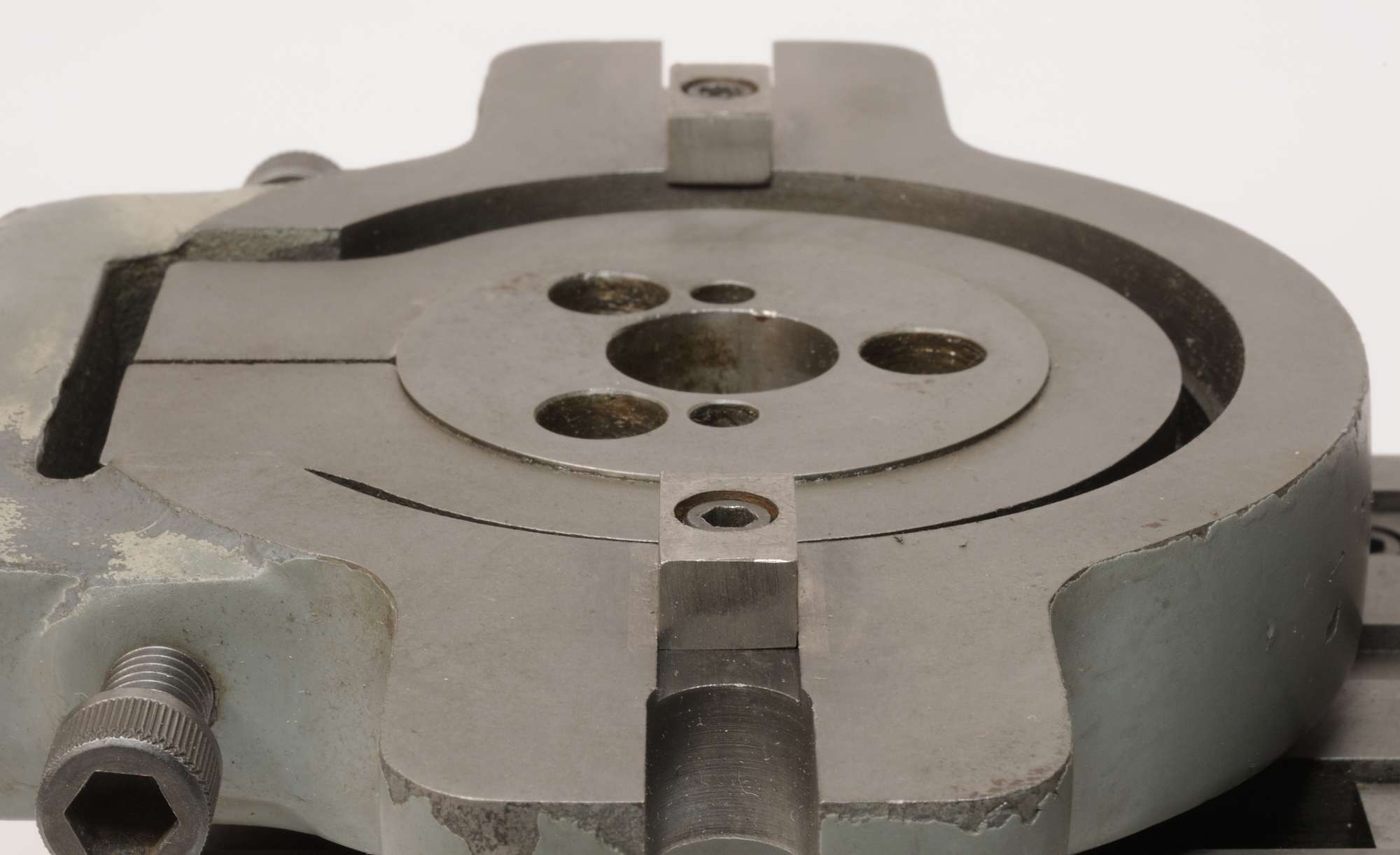
THE DIVIDING HEAD. Hardinge and Elgin cataract lathes have a built-in dividing head. In this example I will mate a cylinder with an end cap. I would not want to machine this out of a solid piece of round stock. In the 1st photo I am facing off the end of the cylinder, having already turned the outside perimeter. By using a high speed steel bit custom cut for such work I am able to face the end almost all the way to the live center. The height adjustable Hardinge D9 toolholder is othentimes my choice for use with HSS bits. This bit's cutting tip is well below the top of the bit body, so I am using a spacer underneath the D9 toolholder + the built-in height adjustment (for fine tuning) to bring it up to proper cutting height. A comparison photo of the HSS cutting tip and the most pointed carbide tip I own shows why I chose the HSS bit; I was able to cut much closer to the live center. After facing off the end of the cylinder, I installed a custom modified Hardinge steady rest with needle bearing work supports and proceeded to chamfer the inside of the cylinder. Because the end was faced off almost to the live center, this operation took only a few seconds.....resulting in virtually no scoring of the perimeter of the cylinder. I will be marrying the cylinder with the end cap using 6 small screws--necessary because of the thin wall tube, so I next indicated the location of the holes in the cylinder and the end cap. I machined a 45 degree end on a 5/8" bolt that I am using as an indicator punch mounted in a Hardinge L23 boring bar toolholder which is mounted on a Hardinge L18 toolblock. I used the 5/8" bolt because it has the right amount of clearance in the hole in the L23 toolholder + the bolt has a large head for hitting with a small ball peen hammer. With the cylinder and the end cap indicated with punch marks, the holes may be accurately drilled on a drill press. Both of my available Elgin lathes listed below have 60 position dividing heads. The sold Hardinge/Elgin lathe with the enclosed head illustrated below did not have the 60 position dividing head. Most newer Hardinge and Elgin lathes do not have the 60 position dividing head. They do have 4 spindle locks that could be used for that purpose, but 4 stops is very limiting. The last image is of the completed workpiece with a plastic face added to protect the cameras that will be mounted to it.

BECOME KNOWLEDGEABLE. I will help with that. My web pages are not just about selling equipment. They are full of information that you can use. Just by reading this paragraph, you will be able to avoid costly mistakes. This information is not in catalogs. It is not even known by most lathe owners. Most sellers are not likely to tell you even if they know, but most of them are just clueless. Hardinge split bed or cataract lathes (mostly) maintained the same basic standards throughout their production. Elgin lathes are Hardinge lathe copies, but not all Elgin lathes maintain the same standards as Hardinge. Not all Elgin lathes maintain the same basic standards throughout their production. Before Hardinge bought out Elgin, some Elgin basic standards were a little bit different than Hardinge. After Hardinge bought out Elgin, Elgin basic standards became the same as Hardinge--which meant, of course, that now Elgin lathes had 2 basic standards. The basic standard difference that makes a huge difference is the spindle centerline. The height of the centerline is the same in all vintages of Elgin and Hardinge lathes--4.5" above the bed in the case of 9" swing lathes. Elgin lathes made before Hardinge bought out Elgin were, however, slightly different (offset slightly to one side) so that Hardinge/Elgin headstocks and tailstocks did not line up with one another. I highly recommend that you comparison check the centerline of the headstock and the tailstock on your lathe and on either of those components that you add to your lathe. Another difference is in the spacing of the holes that hold the accessory trays on the lathes. Early Elgin holes were about 1/16" different than on Hardinge lathes. You will notice that my tailstocks and my accessory trays are labeled as Elgin or Hardinge. I tell you that these items are for one lathe and not the other. I want satisfied customers. I do not want you to buy a piece of equipment from me and find that it does not work for you. I also do not want you to buy a piece of equipment from anywhere and find that it does not work for you. Life to too short, time is too precious, to be wasting it buying something you cannot use and having to return it or resell it. What is even worse is using it for a while and getting inferior results before you figure out what the problem is. One way to avoid such mistakes is to buy a lathe that is altogether and all original as it came from the factory. Another way is to buy from a knowledgeable and honest seller.
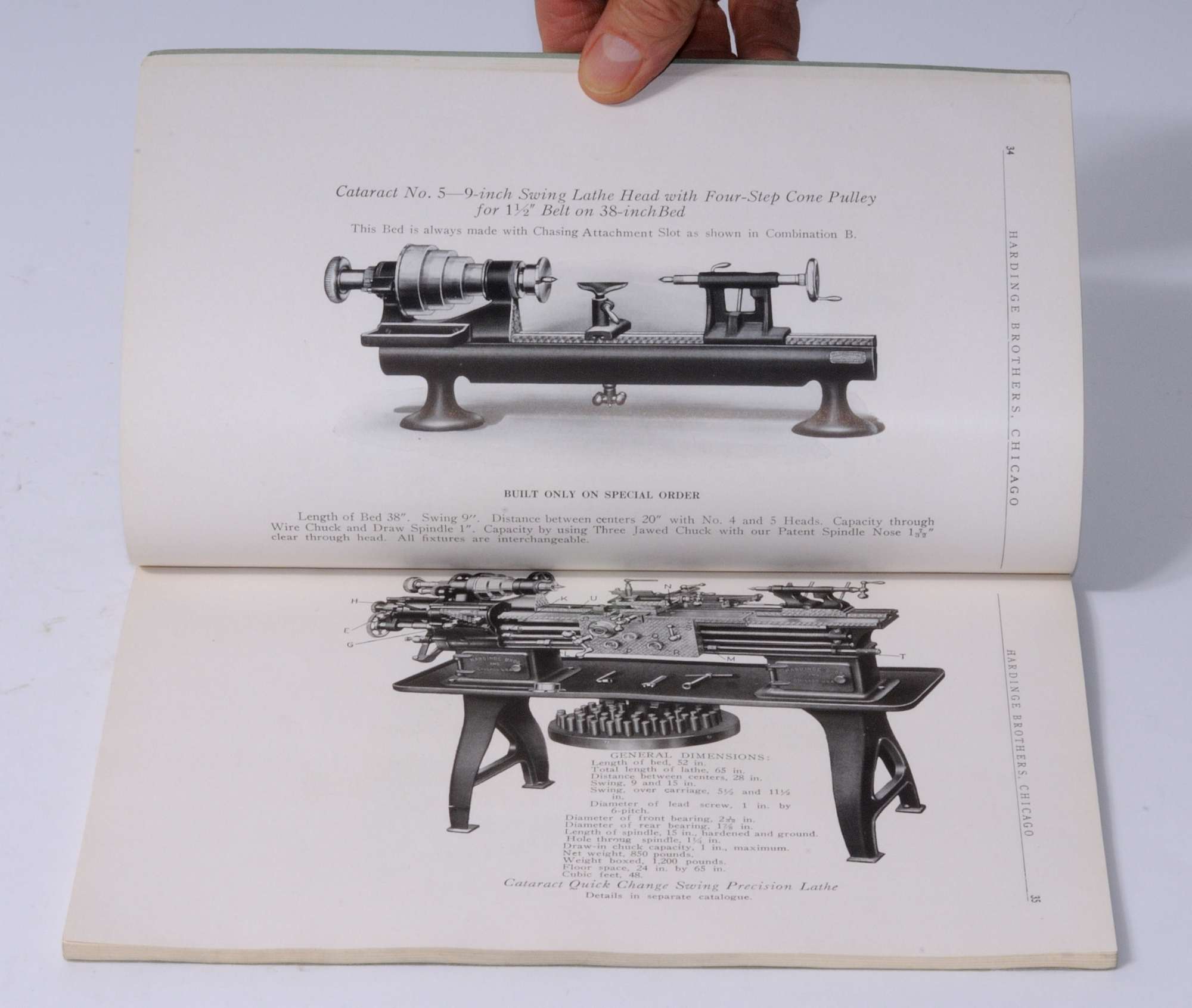
HARDINGE CATALOG. This is the only complete Hardinge catalog I have ever had my hands on. The only other Hardinge catalog I have ever had my hands on was dogeared, soiled, torn, with missing pages, etc. The owner of that one allowed me to look at it, but he would not let it out of his house for photocopying. I will not be photocopying this one either because it would be necessary to flatten the pages to do that and that would add significant wear to the catalog. What I am offering is a complete, original catalog in great condition. Someone wrote on the front cover, "Samual Paulson, 29." 116 pages. No copyright date. Catalog is about 100 years old. $300.

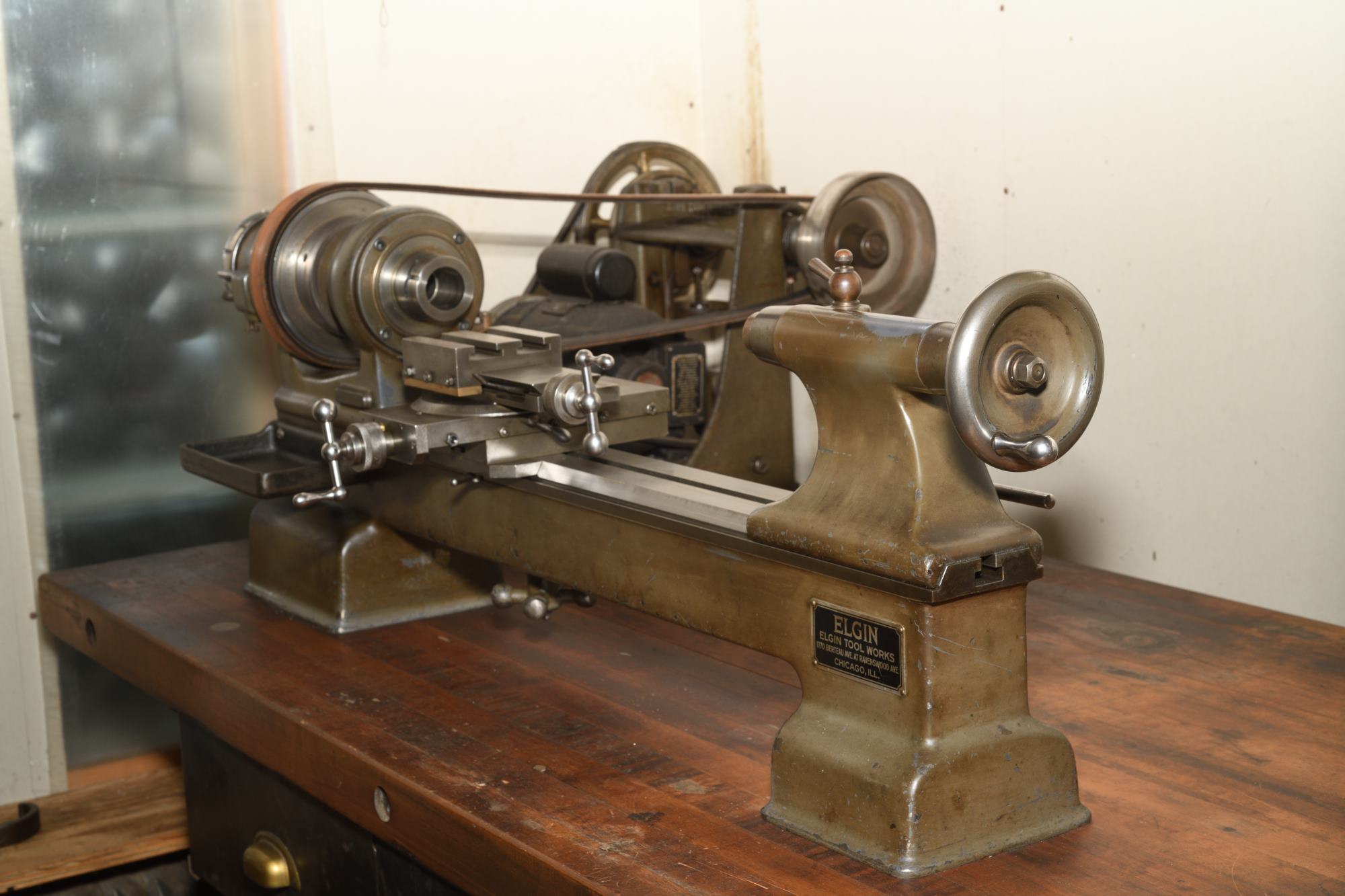
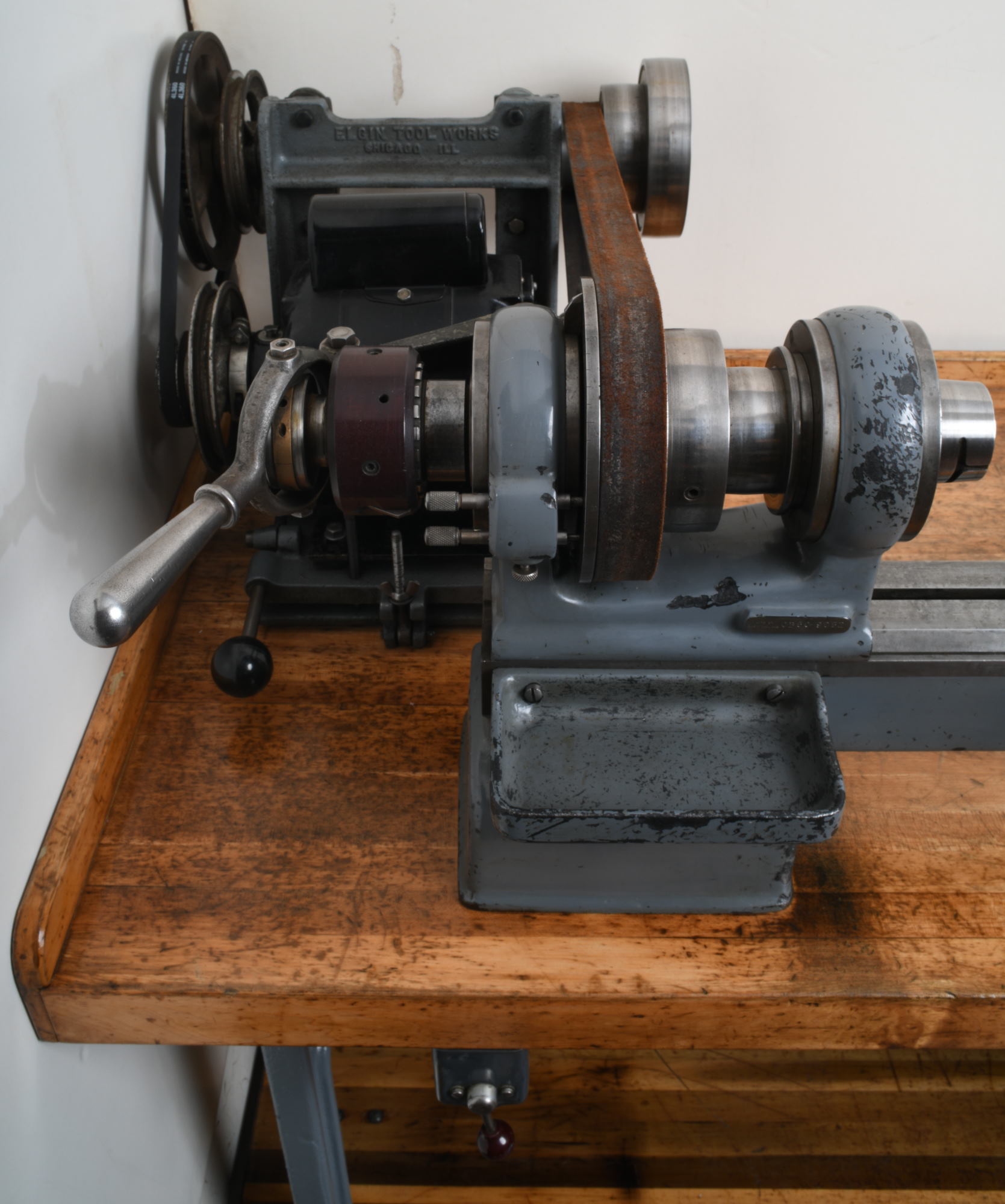
THE ELGIN TOOL WORKS STORY: I am frequently asked about the history of the Elgin Tool Works and their relationship with Hardinge. Elgin Tool Works was initially an independent manufacturer in Elgin, IL. Early Elgin lathes used a split bed with the same specifications as the split bed that Hardinge used, and many other parts were similar, but there were significant differences. Most notably, the collets used were different. About the time that Hardinge decided to move operations to Elmira, NY, a group of disgruntled Hardinge employees who did not want to relocate their families bought out the right to use the name Elgin Tool Works and began to manufacture Elgin lathes that were copies of Hardinge lathes with operations moved not just to Chicago, but in the same neighborhood as the Hardinge factory. By this time most Hardinge patents had expired. In most any corporation you will have disgruntled employees; this is par for the course. This renegade group of former Hardinge employees made machinery that was every bit as good as Hardinge; in many cases Elgin machinery is beefier than Hardinge just because, I am guessing, they wanted to save design time rather than steel and weight. The nameplate on the lathe below reads, "Elgin Tool Works, 1770 Berteau Ave. at Ravenswood Ave., Chicago, IL." That was done to show that the Elgin Tool Works was just across the street from the Hardinge Manufacturing Company at the intersection of Ravenswood and Berteau Avenues. Elgin Tool Works was capitalizing on the success of the Hardinge Manufacturing Company. The Hardinge Brothers were not stupid; it wasn't long before Hardinge bought out Elgin Tool Works. For awhile some lathes were made and labeled as was one of the below listed lathes, "Hardinge, Elgin, manufactured by Hardinge Manufacturing Company, Elgin Tool Works Division, Ravenswood, Chicago, USA."
THE ELGIN TOOL WORKS BUILDING at 1770 Berteau at Ravenswood. Photograph made 12/1/2017. The building exterior is probably little changed since the days of the Elgin Tool Works. Hardinge production facilities were also located, in part, in this building, although the nominal headquarters were listed as 4149 N. Ravenswood. I will photograph that building one day.


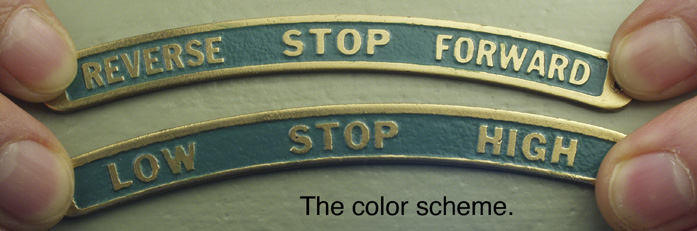
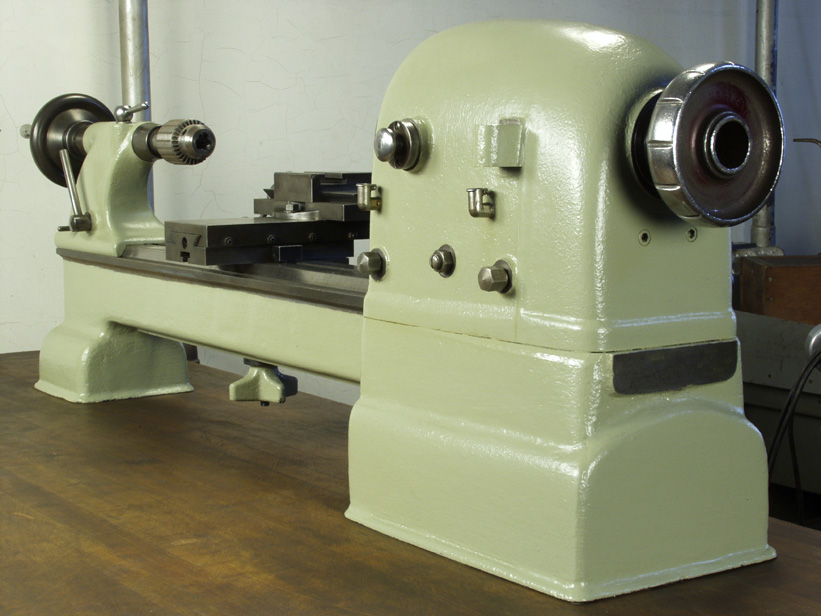
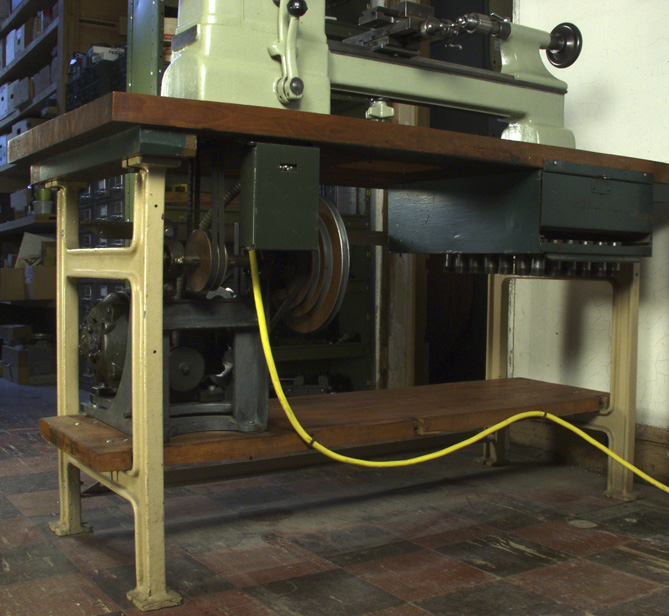
Hardinge Elgin 5c lathe. If you have ever wondered exactly what the relationship between Hardinge and Elgin was, look at the nameplate that was on this lathe. I removed the nameplate and the forward/reverse and low/high plates from this lathe in order to do a proper job of painting it. The old paint on the lathe was removed, bad defects in the castings were filled, Sherwin Williams primer and industrial enamel were applied--but not everywhere--no paint was put where paint does not belong. I won't put the nameplates back on perhaps until I sell it. I do use the lathe. It would be difficult to keep the nameplates in the condition they are in on the lathe. The lathe is on an original bench of the best design that I have seen. The bench end legs are one piece cast steel tied together with a couple of steel T-bars in the rear and with the 2.125" thick maple butcher block top and lower shelf. The butcher block top is held together with through bolts across the width and glued. There is a steel drawer and a wood shelf to hold 56 collets. This lathe has been sold. Note that this lathe does not have the 60 position dividing head. The 2 available Elgin lathes listed below do have the dividing heads. The open conehead lathes almost all have the 60 position dividing heads.........a distinct advantage.





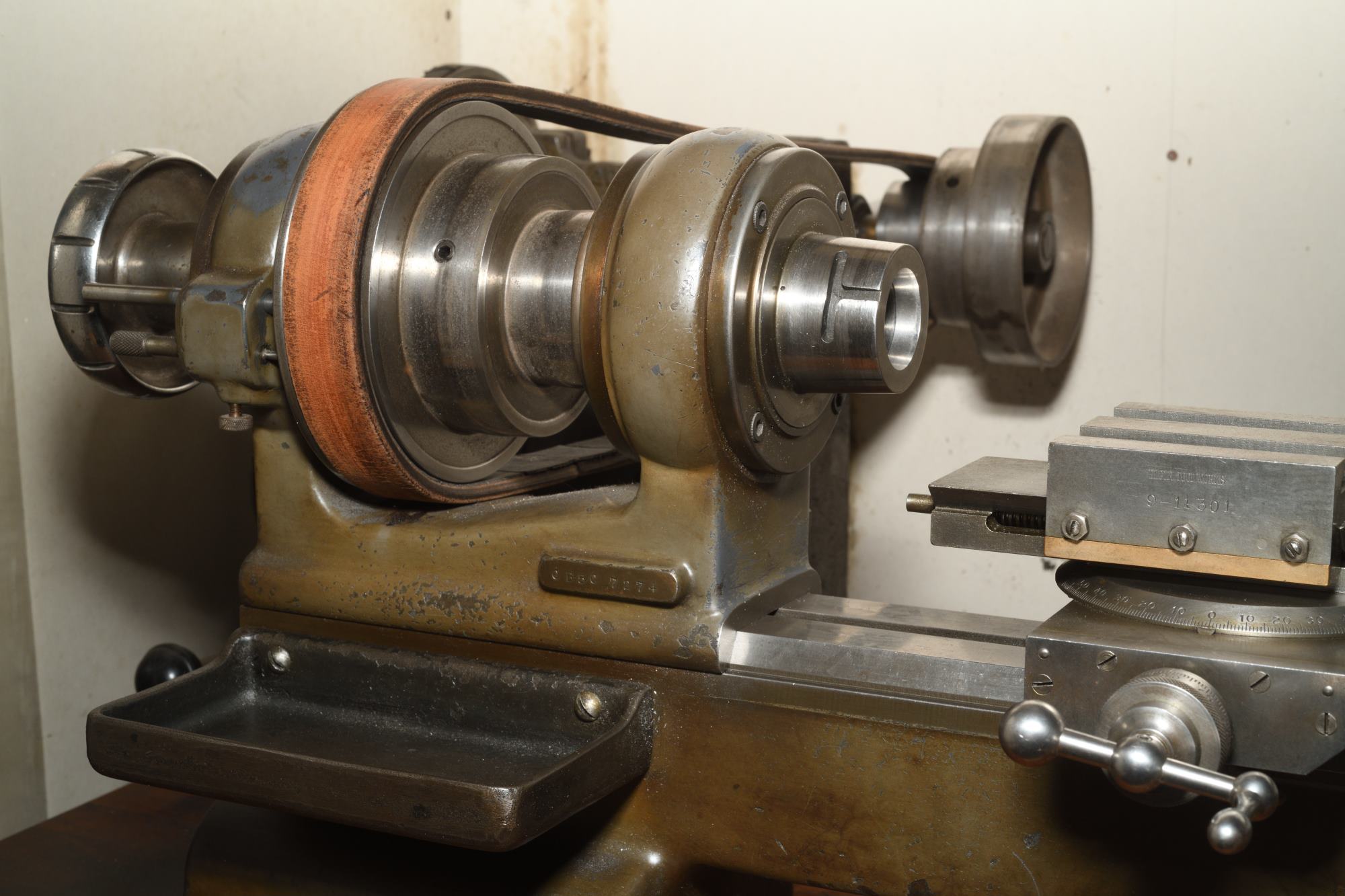
ALL ORIGINAL VINTAGE ELGIN LATHE. This vintage Elgin literature illustrates an Elgin 5c lathe. I am offering that very model lathe for sale. Any differences are due to a slight difference in vintage. My lathe is completely original. The bed is labeled Elgin. The headstock has model CB5C and serial number 7274 engraved on it. The motor mount is labeled Elgin. The paint job is consistent on the various pieces. Note the 60 position dividing head, the 4 lock stop positions, the dual T-slot compound, the #2 Morse taper tailstock. This is a 9" swing lathe with a 32" bed length. It is in extremely clean condition with very little wear for such an old lathe. I have owned it for about 20-30 years. I bought it from the owner of a technical training school that was in operation during WW2. It was his personal lathe. It was the only lathe left in the cavernous building that housed the technical training school. He had bought it new and was selling it because he was quite old and was already retired for many years and was giving up the building--having already given up the technical training school long before. The patina on the lathe is from decades of use. No attempt has been made to refurbish the finish. There is wear and oil and dirt.....nothing more. The lathe has had only 2 respectful owners. Take a look at the compound. You will find few compounds of half that vintage that look that good. The compound has been cleaned, lubed and adjusted. Look at the bed; few lathes this old have a bed that shows such little wear. I want the lathe to go to a new respectful owner. Many lathes of this vintage are coming onto the market today......but you are unlikely to find any that are this clean, this original and this functional. The original table is included. There are 2 steel drawers underneath the tabletop. There is a shelf about 8 inches off the floor. This lathe has preloaded ball bearing races on the headstock. The motor is a quality ball bearing motor. The lathe is operated with a convenient foot switch. I have many accessories available for the lathe at additional cost. When you see it you will see some accessories mounted on the lathe because the lathe is still in operation on an occasional basis. Many other accessories are near by.....ready to be mounted on the lathe as needed. $OLD. I leave it up for your information



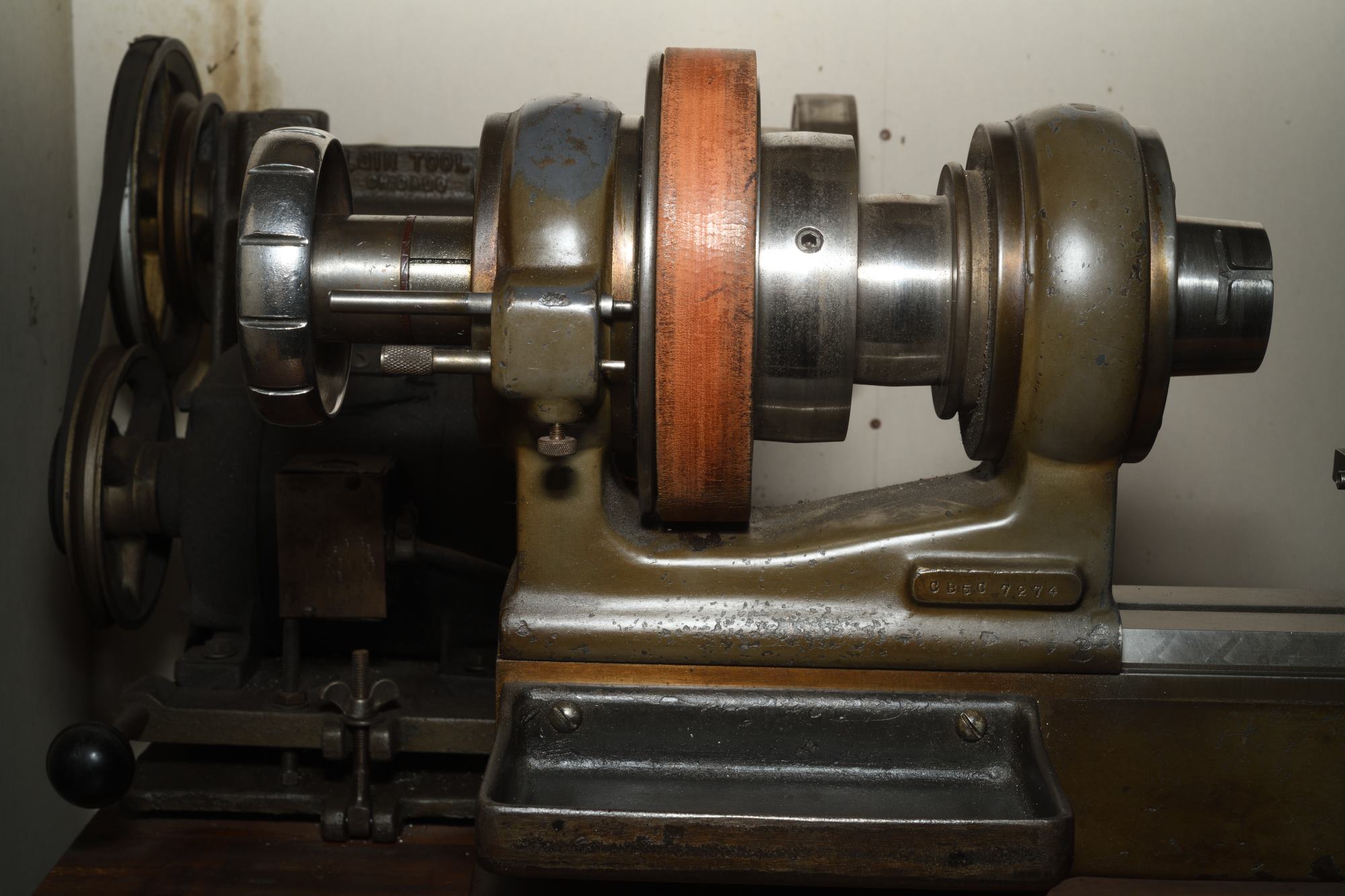









The paint job on the above lathe is original. Elgin painted it in their usual grey and then painted over it in olive drab for sale to the government. During WW2 you could not buy a new automobile or many other things made of steel, which was needed in the war effort. The technical training school was allowed to buy lathes because they were involved in the war effort. It was a perfect paint job. Close inspection of the plate on the bed shows every indication that olive drab is the original color. That Elgin plate is installed with drive screws. The plate could not be removed without damage and it would be impossible to paint around it without it being obvious.

ANOTHER ALL ORIGINAL VINTAGE ELGIN LATHE. Newly painted legs. The turnbuckles and threaded rods were rethreaded before being put back together. Paint was not put on threads. Tabletop newly refinished......without losing the original patina. I stripped the old finish off the tabletop and the shelf, boiled out the embedded oil, then scraped both before applying a fresh clear coat finish composed of many coats. The new finish makes it easy to keep clean because chips just brush right off with the greatest of ease. The tailstock is newly cleaned, relubricated, adjusted and properly painted. The headstock and bed were left alone. Theads were refreshed on the motor mount. A new V-belt was installed. Reversing switch conveniently mounted under tabletop under headstock. Quick collet closer. This lathe has preloaded ball bearing races on the headstock and a ball bearing countershaft; it runs very quietly. The lever action tailstock and the turret tailstock are available in lieu of or in addition to the #1 Morse taper tail stock illustrated with the lathe at additional cost. Accessory drawer under tabletop. Collet rack under drawer. Substantial wood storage shelf under tabletop was also refinished. The tabletop itself is over 2" thick. Cast iron legs. Appropriate vintage newly cleaned, lubed and adjusted compound. $OLD



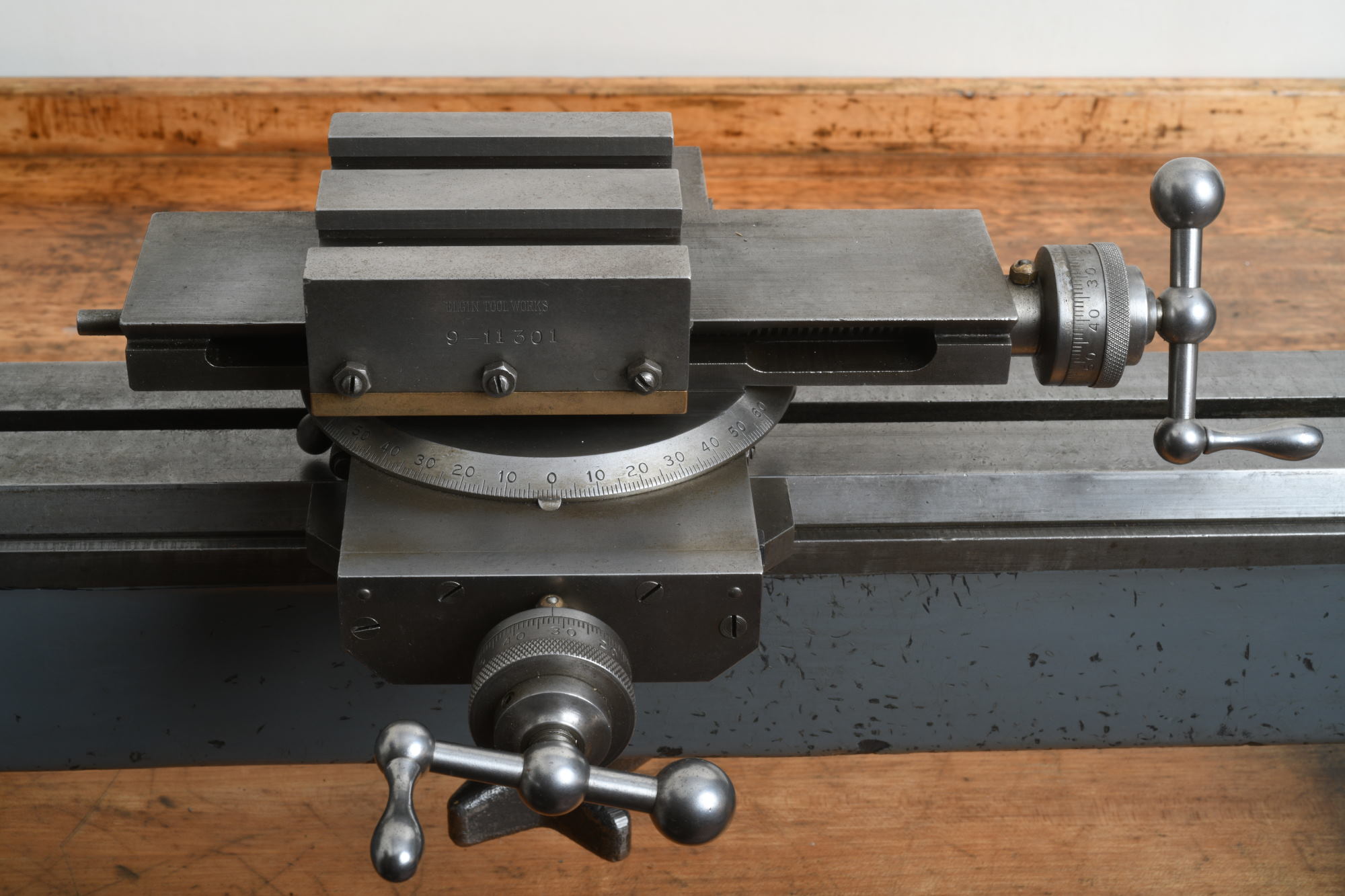

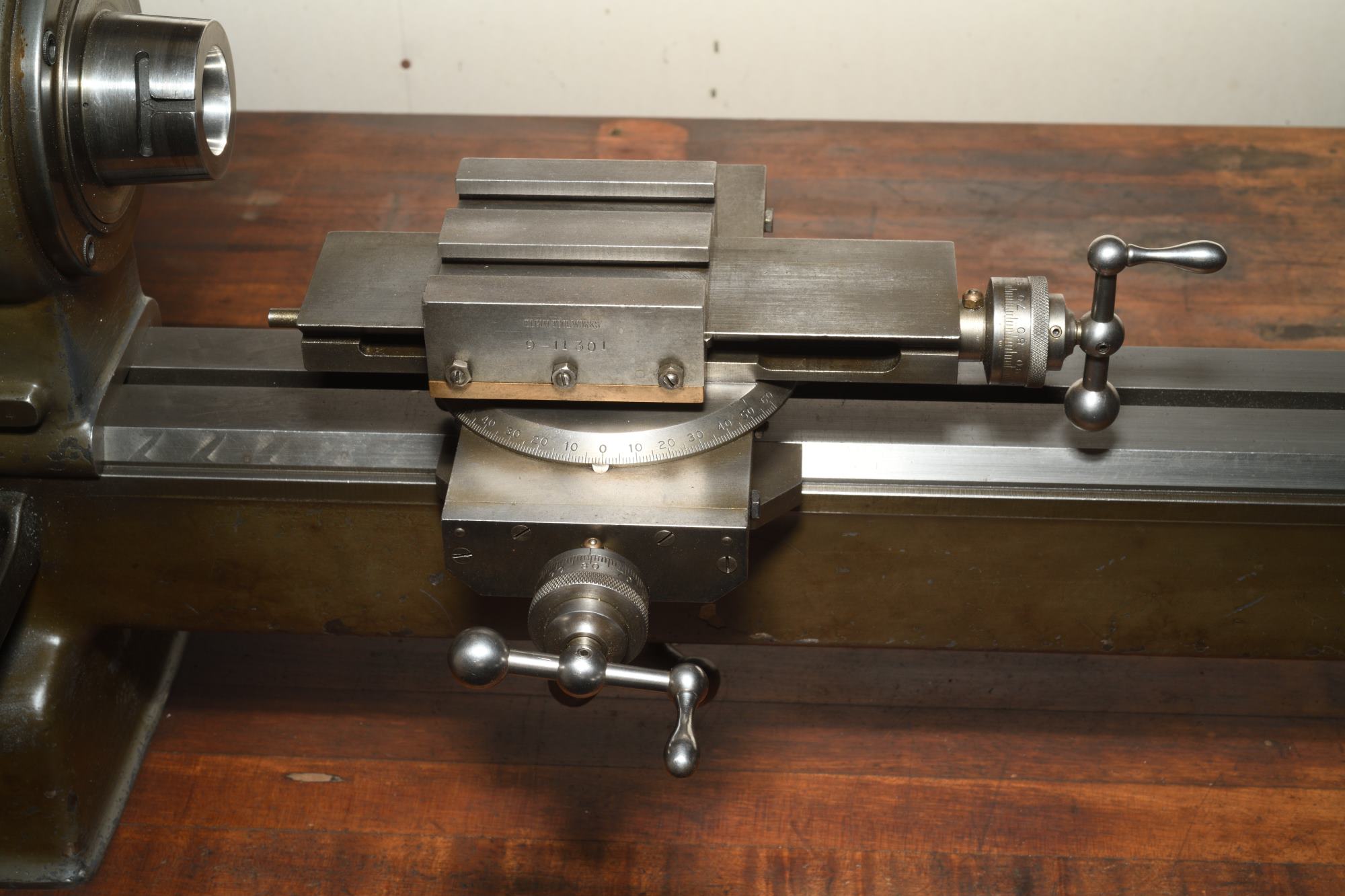
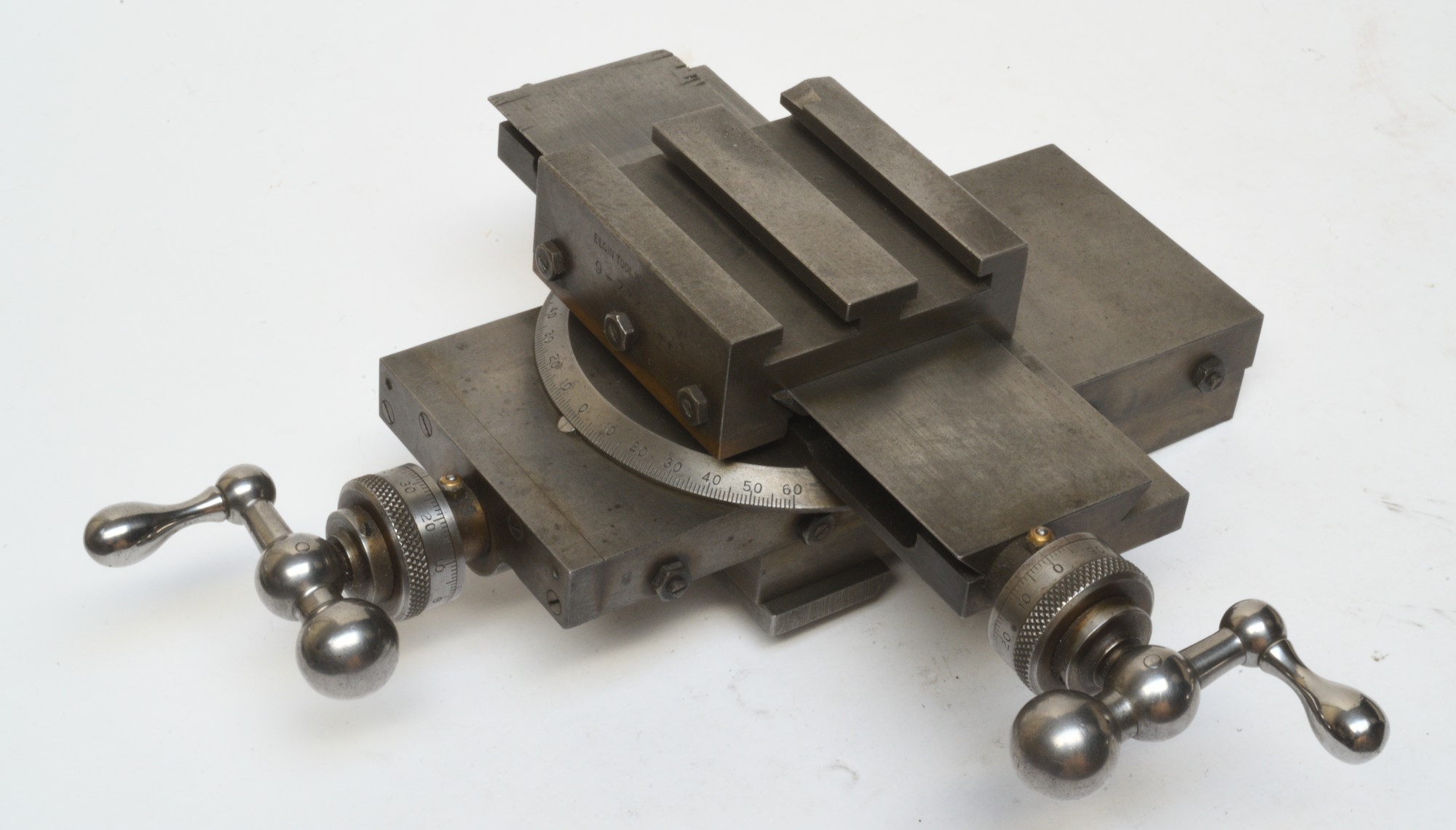
ElGIN TOOL WORKS compound and crossslide for 9" swing lathe. This compound has been cleaned, lubed and adjusted. This is a big deal. There is a lot of work in CLAing a compound.....and you have to know how to do it in order to avoid damaging the compound. Having had it apart, I can vouch for the integrity of all parts. Having used it for years now I can assure you it is in good working order. Yes, of course, there is backlash on the lead screws, but you hardly notice it with the gibs properly adjusted. Use the T-bolt that came with your lathe to hold it down to the bed. This compound may be used on a Hardinge lathe and other 9" lathes with a similar split bed. $OLD


GLENNVIEW YOKE for Hardinge or Elgin 7" or 9" split bed lathes. Allows you to use later model compounds such as the DSA, the DSAR, the DRA or the DRC on split bed lathes. Having sold my last 2 Hardinge yokes, I had to make my own yoke. This is an economical design in order to keep the production cost down. It works well. $125


Hardinge DSAR compound and crossslide. This is the 2nd latest compound made for split bed lathes. The yoke clamping system is much improved over the T-bolt. It was recently cleaned, lubed and adjusted. This is a big deal. There is a lot of work in CLAing a compound.....and you have to know how to do it in order to avoid damaging the compound. Having had it apart, I can vouch for the integrity of all parts. Having used it for years now I can assure you it is in good working order. This is the compound that goes with the lathe at the top of this page. It is available separately as well. $1500 for the compound. $200 for the Hardinge yoke. $125 for the GLENNVIEW yoke. These compounds are getting to be very difficult to find in good condition.


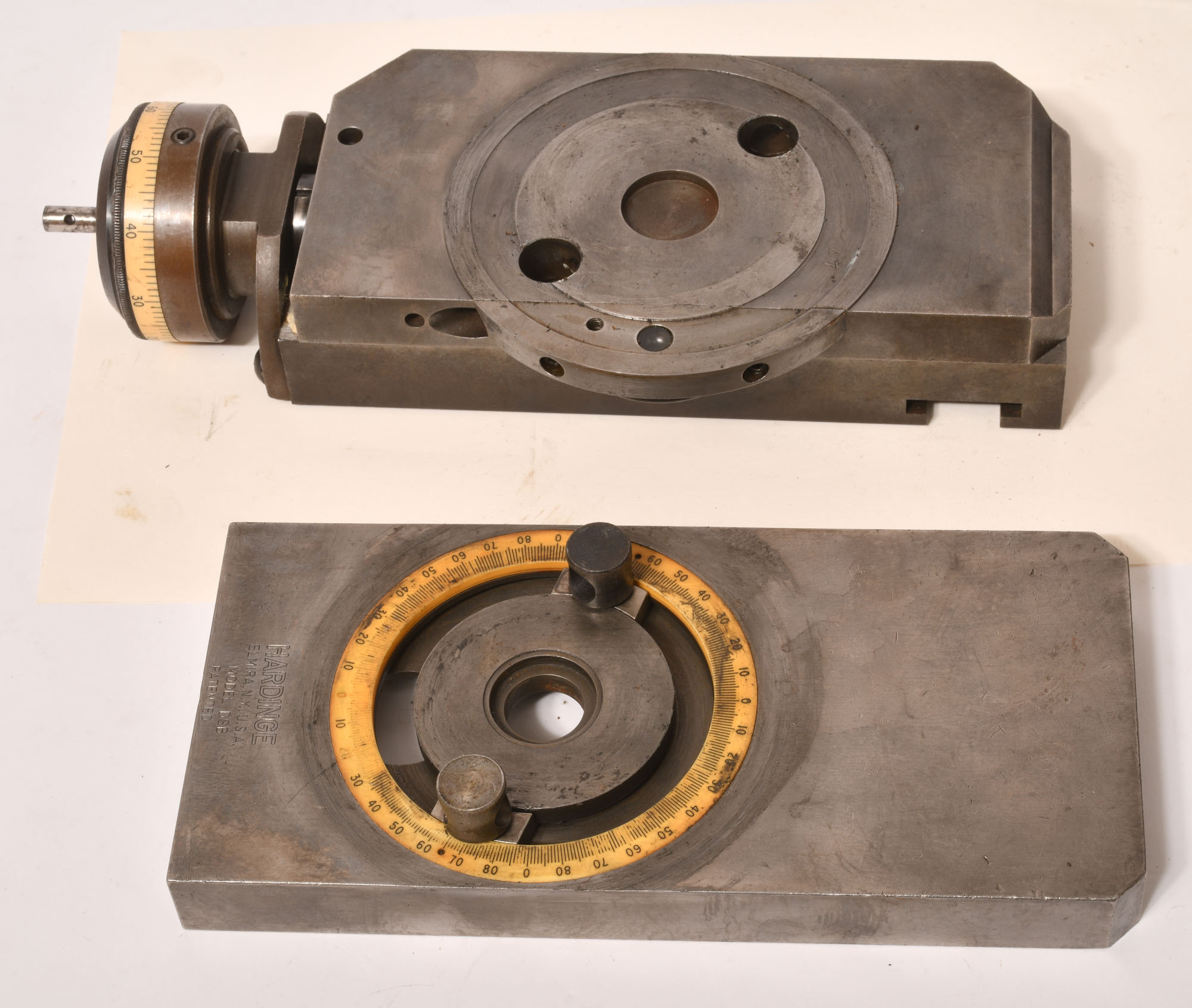
HARDINGE DSB compound and crossslide for 9" swing lathe. This compound is incomplete. It is not for the split bed lathe. It is for the dovetail bed, but the bottom half of the transverse cross slide and the lower feed screw are missing. The upper feed screw is missing the crank. There is only 0.005" backlash on the upper feed screw, so you might want it for that section alone. The eccentric locking bolts for the turntable are missing, although those can be shop made. I illustrate it well enough that you can see what parts are included. $OLD. The buyer said, "Part received. Unbelievable packaging. Many kudos!!! Thanks so much."





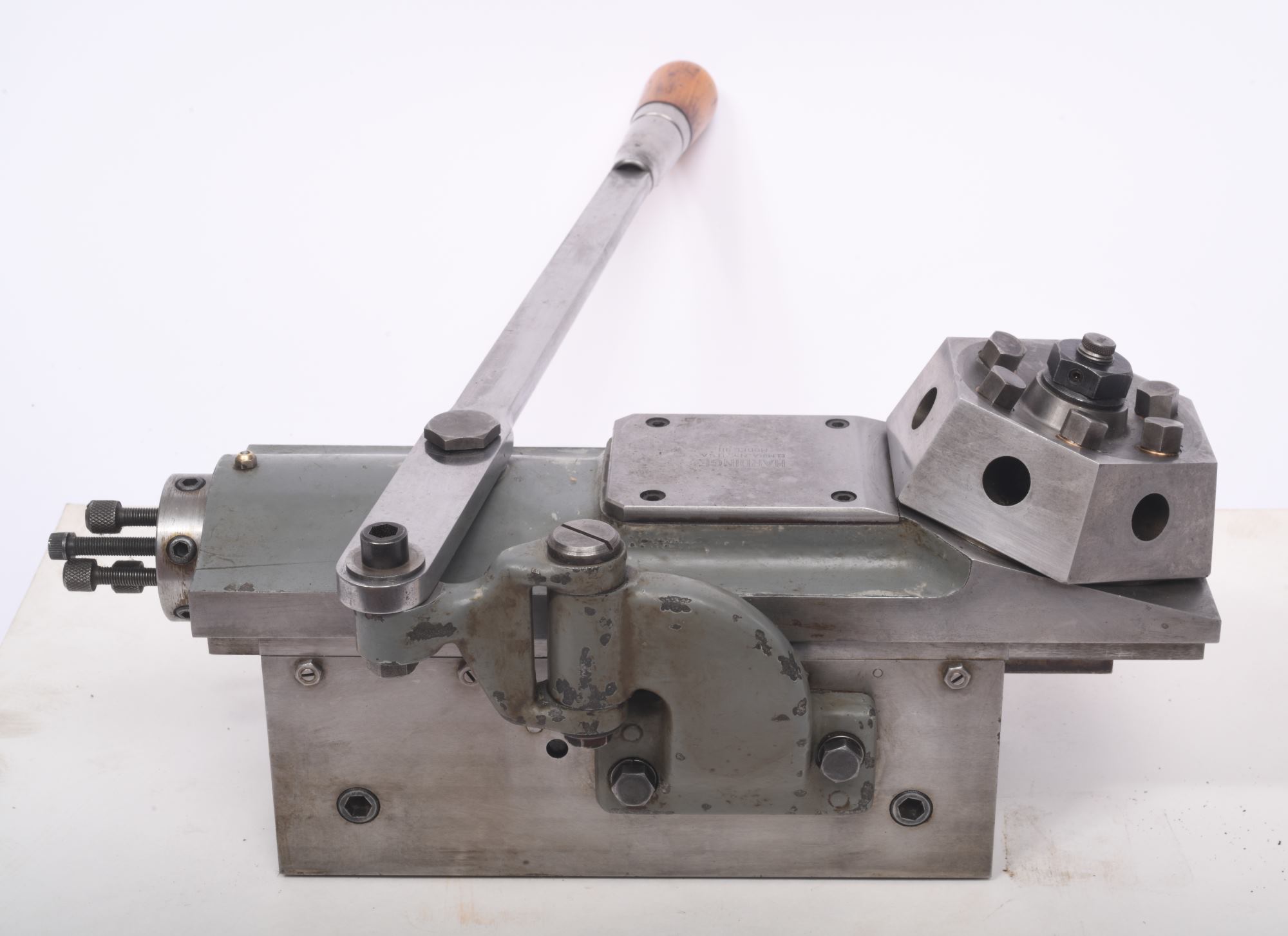
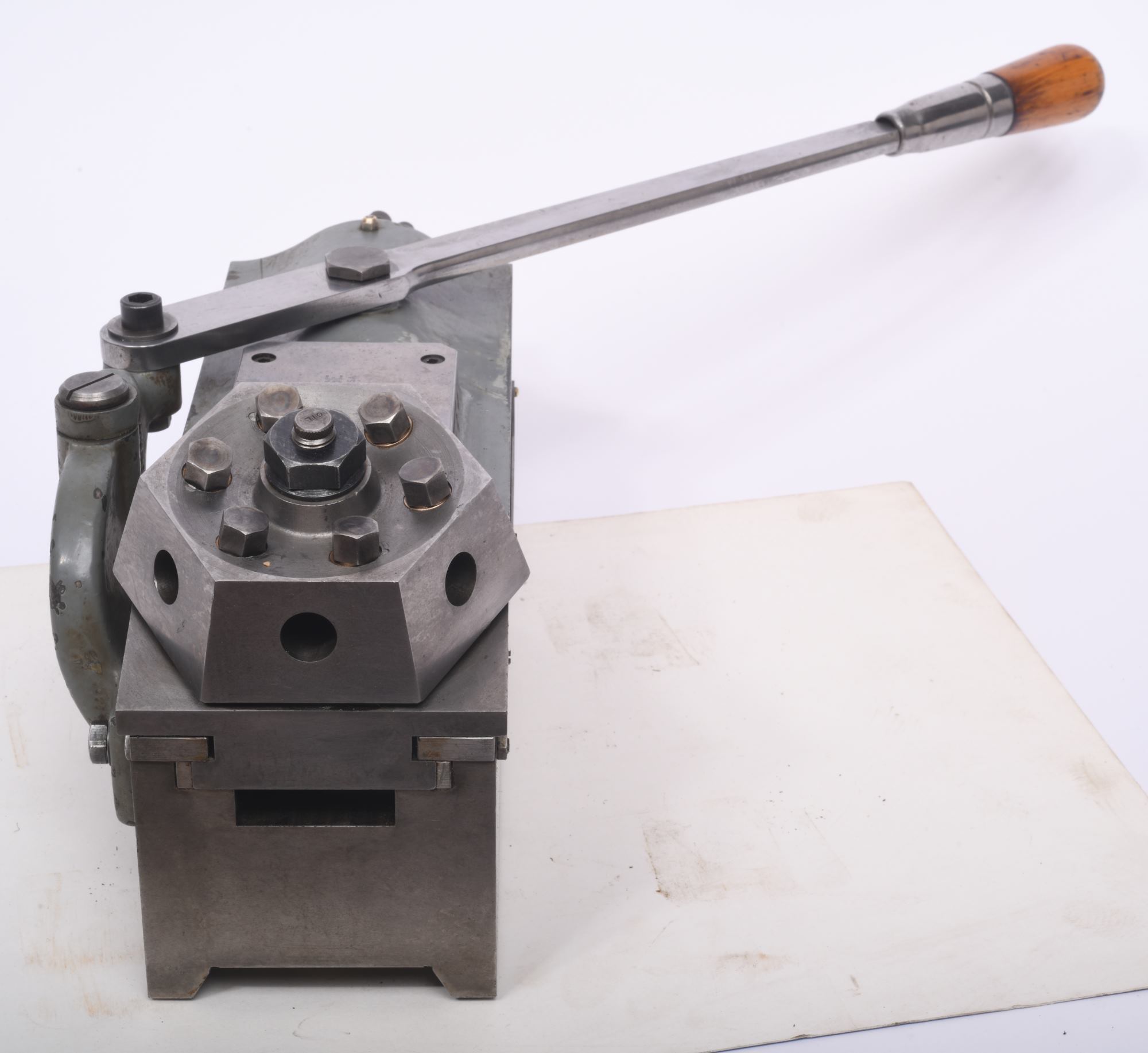
HARDINGE TURRET FOR HARDINGE 9" SWING SPLIT BED LATHES. Newly cleaned, lubed and adjusted. Has not seen much use. All functions as it should. Accepts 5/8" diameter shank tooling. Model 9B. Play the video. $800





Lathe bench with drawers. The lathe itself has been sold. It was uneconomical to ship the bench. It would take very little time to mount a Cataract bench lathe on this bench because short bed and long bed Cataract bench lathes have already been mounted on it. I plugged the holes, but the plugs would be easy to remove. It could serve for virtually any benchtop lathe, or for that matter for just about anything else. It is a fairly ordinary commercial workbench. The metal drawer on the left is about 20X20" inside dimensions, with a sliding tray inside. The wood drawer on the right is about 18X26" inside dimensions and is presently set up to receive Hardinge 4c collets in front and miscellany in the rear. The bench top is 28" deep, 60" long, with metal fence around 3 sides. It is 34" high. There is a full length underneath shelf about 9" off the floor. The legs are metal. The top is about 2" thick maple. $300 picked up as illustrated with both drawers. The wood drawer is one I custom built. I utilized very long and high weight capacity ball bearing slides that cost me over $100. If you leave the drawer with me, the price is $200.

Hardinge slide out 5C collet rack from DSM59 lathe. Slides on ball bearing rollers. Newly cleaned and lubed (after photo was made). Holds 32 5C collets. When I get around to adding wood sides and attaching it to the underside of one of my bench lathes, the price will go up. I have now added wood sides and attached the wood to the collet rack and to the underneath side of my lathe table top. It now comes with those wood sides with all hardware included and is priced at $250.


Taper spindle toolholders and diamond laps. 20 pieces total. The 2 on the far right hold 1/8" and 3/32" shafts. The 2 next to them stabilize flat disks. The one with a grinding wheel on it has a screw in the end. Most of the others are diamond laps. The shafts taper from about .200" to .150" over a 1" length. $300 for the lot.

CENTER REST for HARDINGE 9" swing split bed lathe. As factory original center rests go, this is as good as they get. It shows little wear; it probably spent its life primarily as a "shelf queen". Not how perfectly the 3 fingers meet in the center. $425.



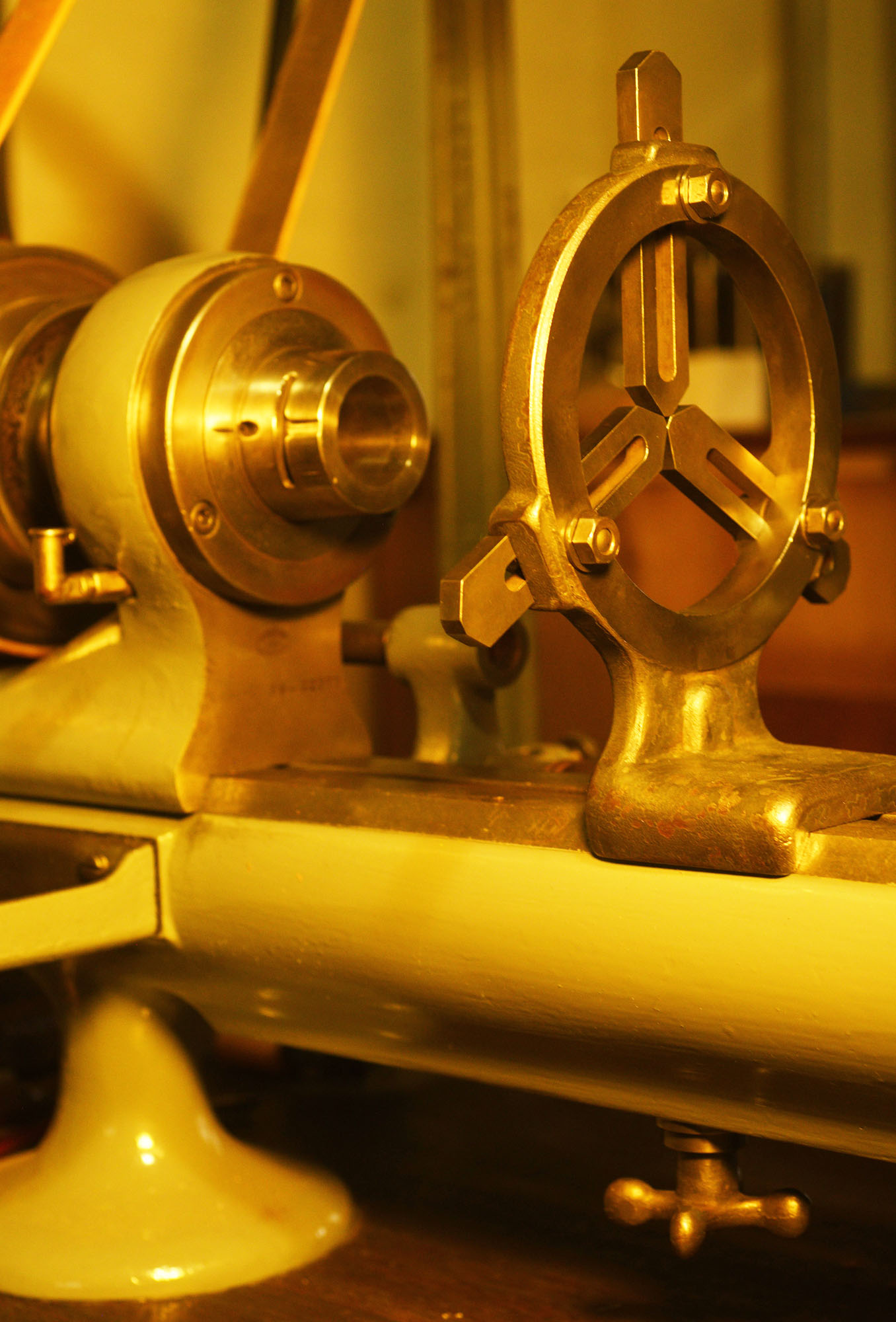
Center Rest for 9" swing split bed lathe. All original. Complete. Made for a split bed lathe with 2.5" wide bed top. Hardinge or Elgin Cataract beds have a 2 9/16" wide bed. With the appropriate thickness spacer, which is included, the base of the center rest fits the bed like a glove. The adjustable height turnbolt also helps it to work with Hardinge or Elgin Cataract beds. And the turnbolt allows you to insert the steady rest between other tooling mounted on the bed without removing that other tooling. The fingers are brass and are much less abrasive than the usual steel fingers. $300.


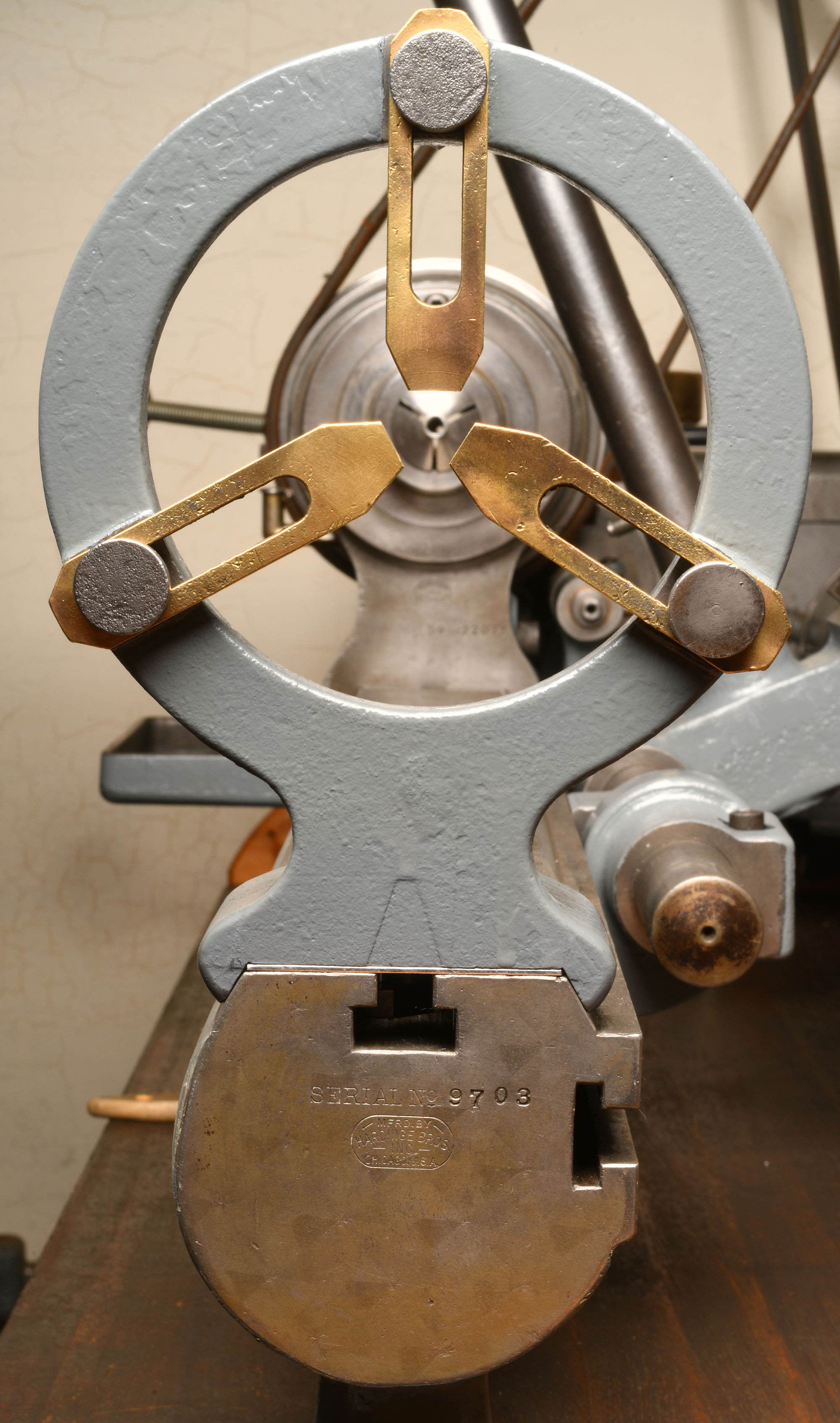
Hardinge Center Rest for 9" swing Hardinge or Elgin Cataract lathes. Note that the 3 support bars are double ended. One end is hardened steel. The other end is also hardened steel, but I was able to drill and tap it and installed roller bearings on it. Roller bearings take up less room than ball bearings allowing you to cut larger diameter material. Bearing supports are necessary for supporting soft materials without digging into the stock. The roller bearings work on hard material too. The lathe is in motion while I cut off the end of the plastic tube. The item has recently been stripped of the old paint, primed and repainted. Note that this center rest has channels that retain the fingers--keeping them in perfect 120 degree radial alignment. I have never worn out any of the roller bearings, but I am including 6 roller bearings so you have spares. $500.




Epoxy fingers with shoulder screws and needle bearings for 9" swing Center rests. I molded the fingers in Epoxy with molds from the fingers in my personal center rest. The fingers are 0.8" wide with a 0.32" wide slot for 5/16" screws. These fingers will fit some other center rests as well, but they will not fit the $300 center rest above because that center rest uses 7/16" finger attachment bolts. Epoxy fingers are not as robust as steel fingers, but they do not need to be because the bearings absorb a lot of the stress on the fingers and on the material. $150 for a set of 3 fingers--complete with 3 shoulder screws and 6 needle bearings.


You need to be aware of reality concerning Hardinge lathe compounds. A new DSC Hardinge compound and crossslide would cost you $6500.....except that they are no longer available new. A rebuilder charges $5800 for rebuilding a DSC. Of course, virtually no one has their DSC compound rebuilt at that price. Older compounds for the split bed lathe and parts for them are not available new, so it is virtually impossible to rebuild them. Scarcity makes the older compounds in good condition even more valuable than more modern compounds. Compounds are an integral part of your lathe. Your lathe is worth little without a good compound. Take care of the compound you have. Be willing to pay a fair price for a good used compound.
How I package your compound for shipment. Shippers charge for dimensional weight, so it is necessary to package like this to save on shipping cost. I remove the handles and build a rigid insulation cradle for the compound. I fill up the box with rigid foam; the finished package is a solid brick of foam. You can expect anything I ship to you to be packaged well. It is necessary to package things well and insure them. Insurers do not pay for negligently packaged items. Packages must be insured to protect against lost packages or mishandled packages. You and I are both protected!

Support for your DSC or similar compound for 3.5" wide dovetail bed. It is made out of 1" thick Phenolic. When working with your lathe w/o a compound, instead of resting your compound willy nilly wherever there is room for it, mount it onto this protective support. $100


Hardinge DSC crossslide/compound longitudinal feed screw. This has very little wear on the screw, but the shaft is bent. It is possible to straighten the screw. This was damaged in transit to me. A high percentage of compounds shipped to me are damaged in transit because people do not know how to package the compounds. No compound I have shipped has been damaged in transit; see above for how to package compounds. $75

Hardinge/Elgin cataract crossslide/compound T-bar. On the older split bed lathes it is the T-bar that aligns the compound with the bed. It is made of properly hardened steel. It fits very precisely. You cannot have any play in the T-bar/compound interface. It also plays a role in locking down the compound to the bed. Without it, the compound will be easily moved out of alignment by the cutting process. $200



Gib for compound. The gib is 16 1/16" long by 1/8" thick. The angles on the ends are 45 degrees. The width, including the angled ends is .650". The gib shows little wear. Both sides are illustrated. There are holes at 45 degrees for pins that hold the gib in place. Think what it would take to maje your own! $100


10-32 Set Screws with lock nuts to adjust the Gib. 7/8" long. These are as difficult to find as are the gibs. $70 Buy the gib along with the screws for $150.
CONTINUOUS BELT FOR LATHE MILLING ATTACHMENT OR GRINDER. 110" long. .144" diameter. New-old-stock. $50.

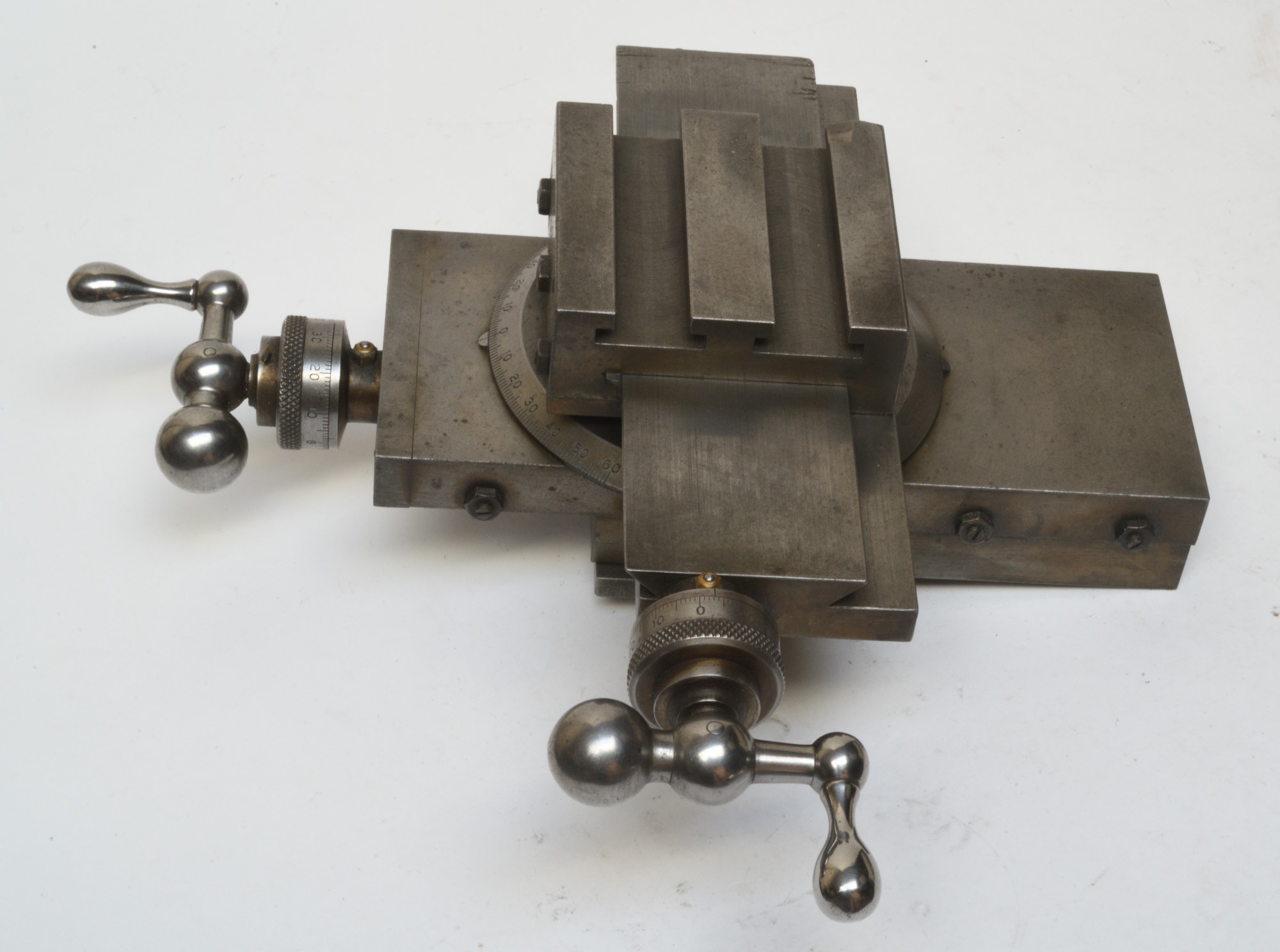
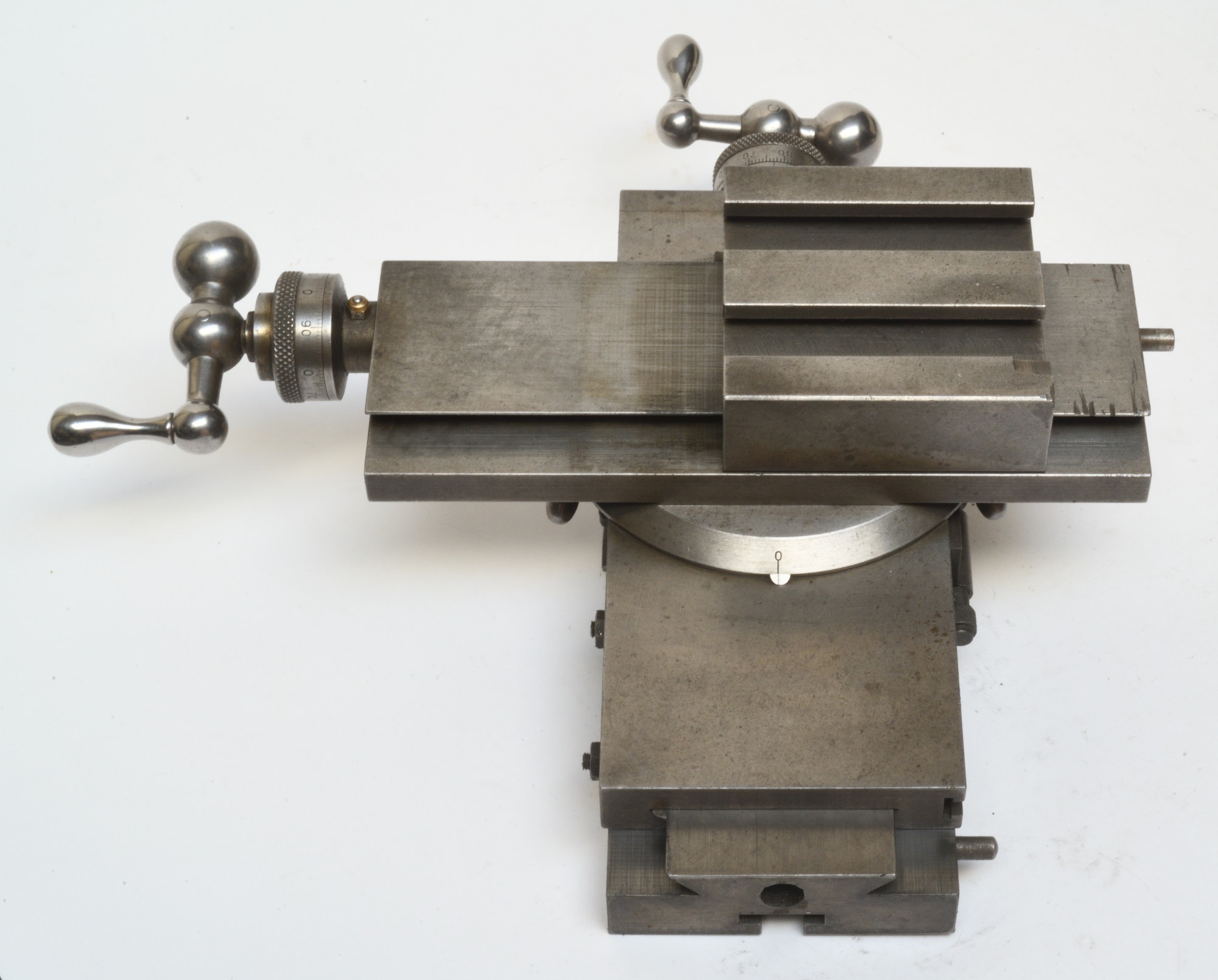
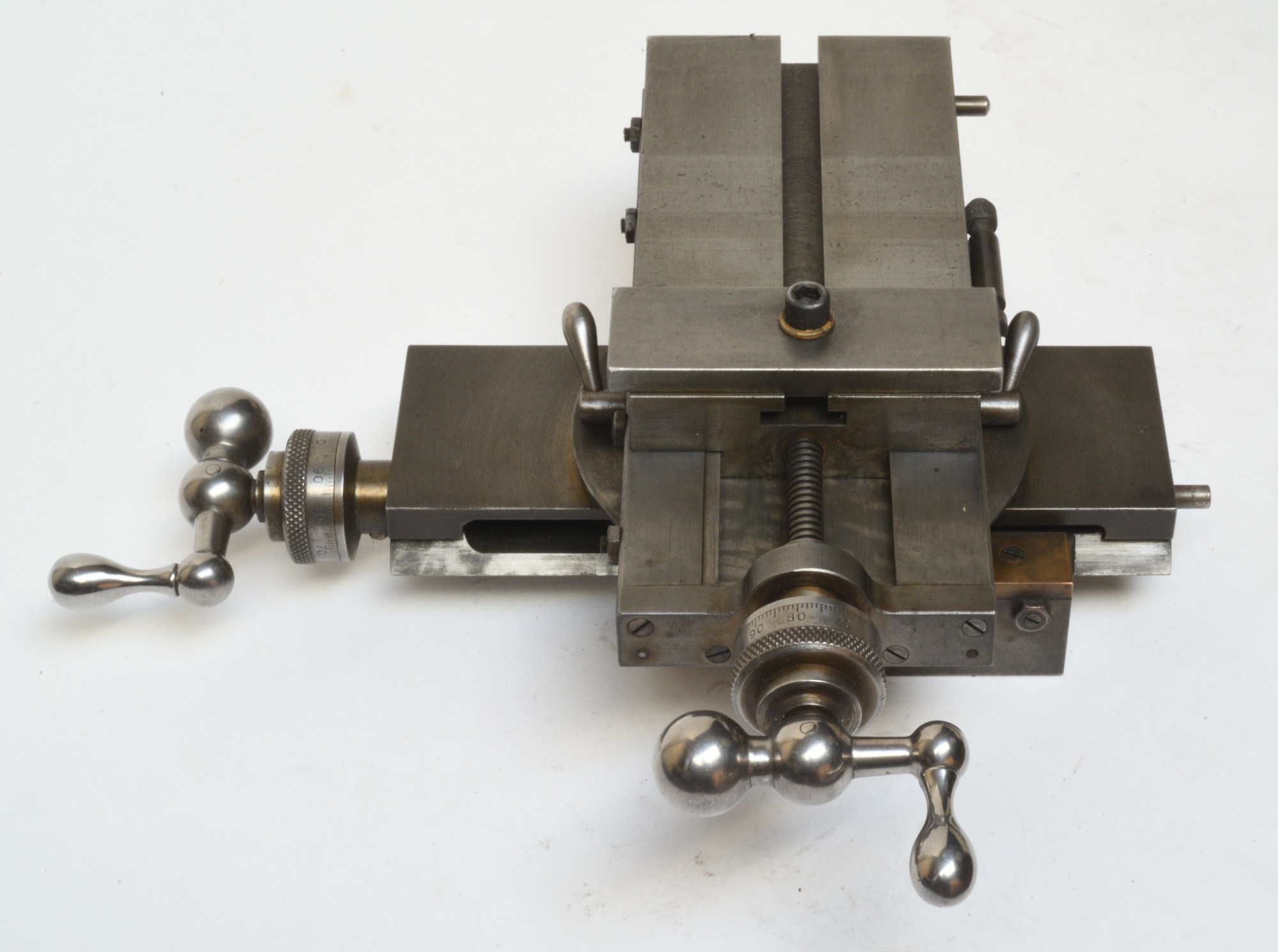
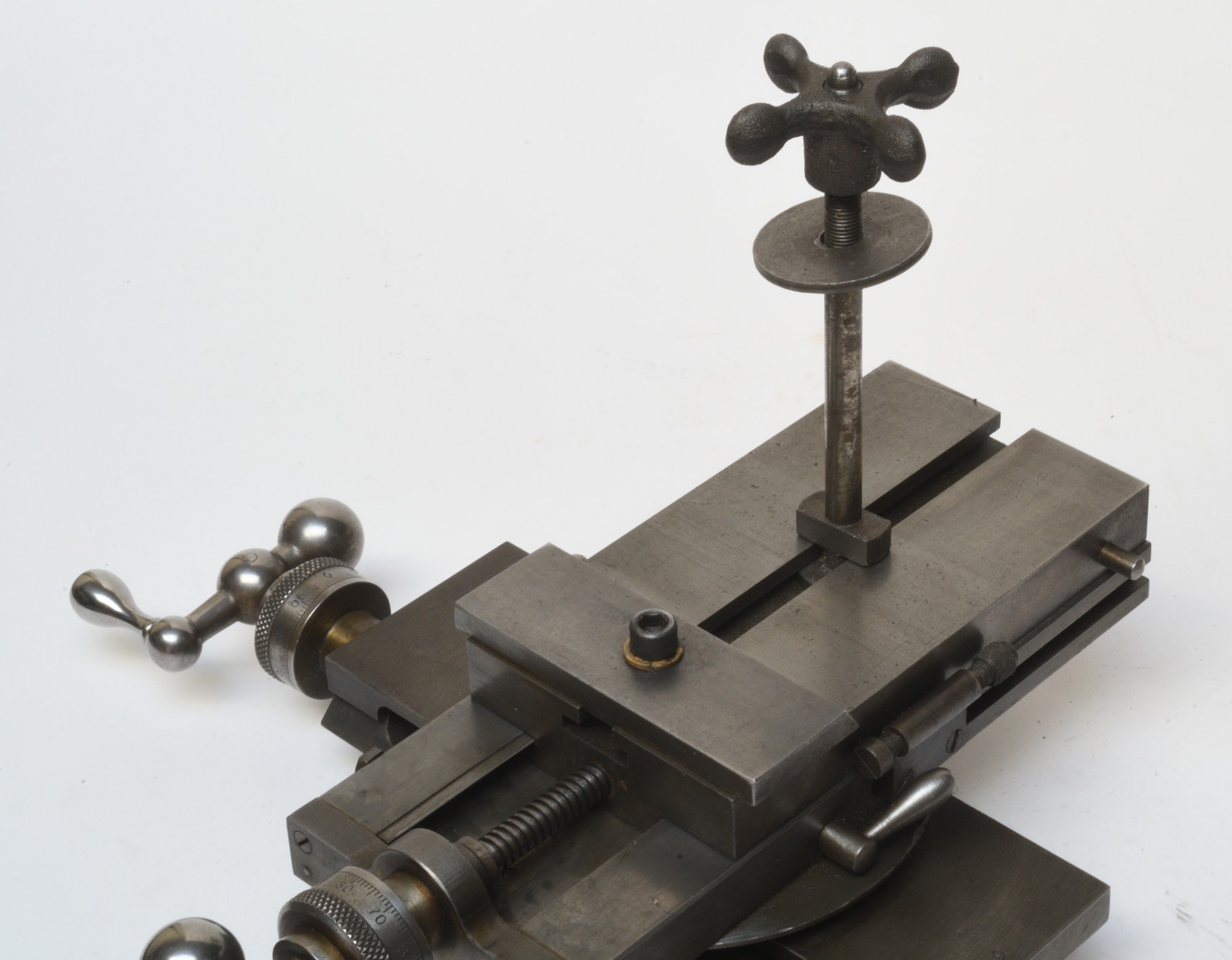
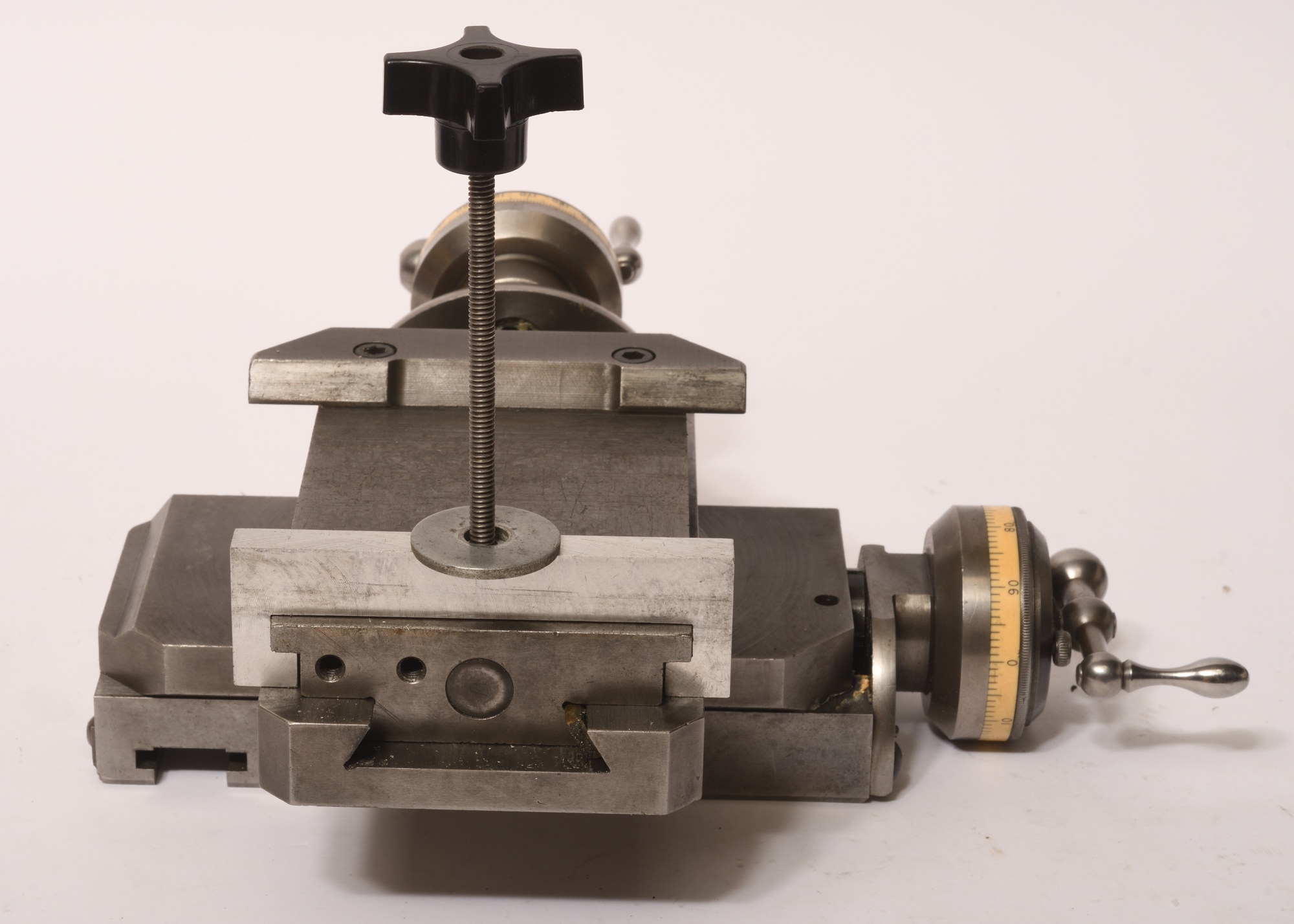
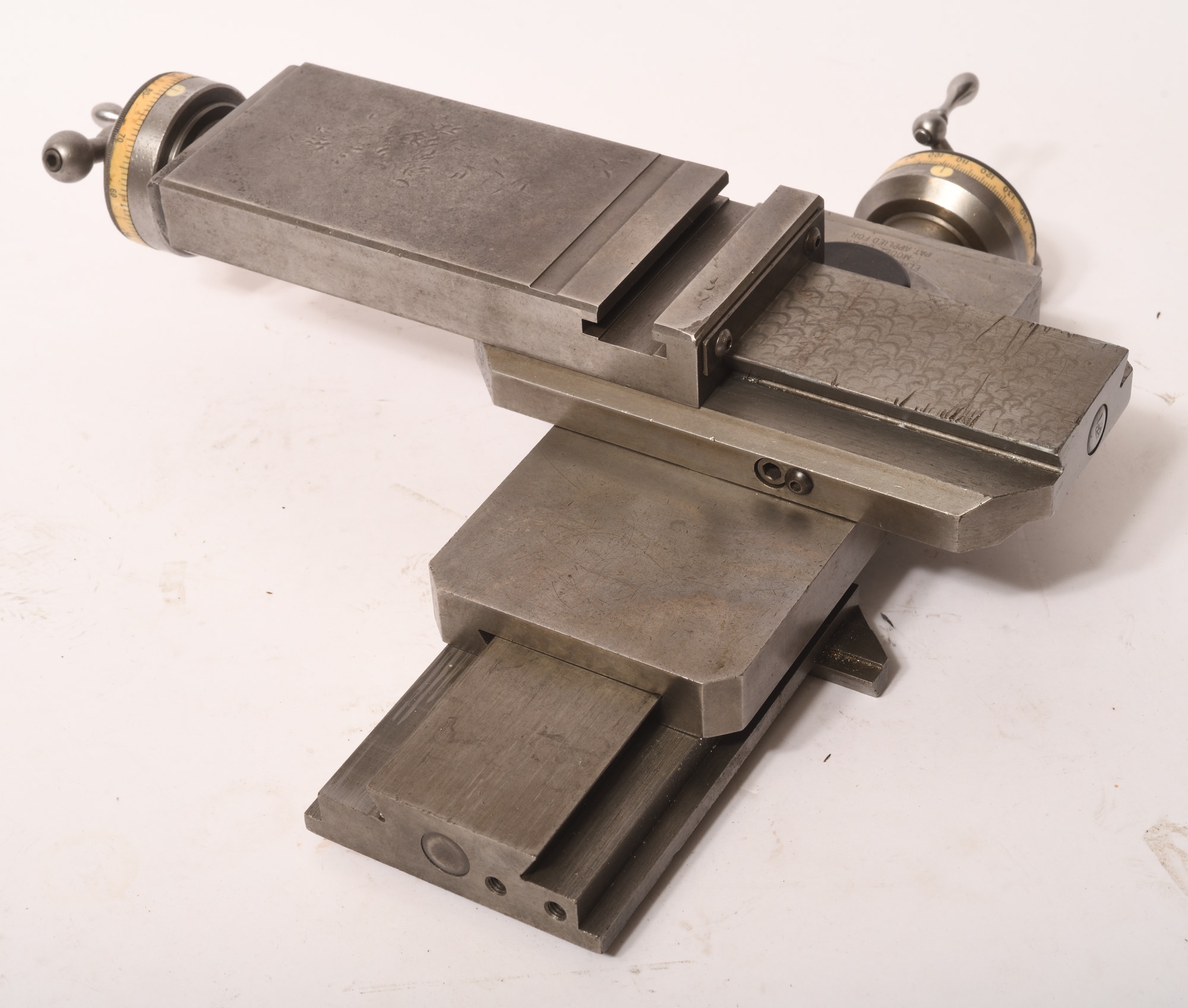
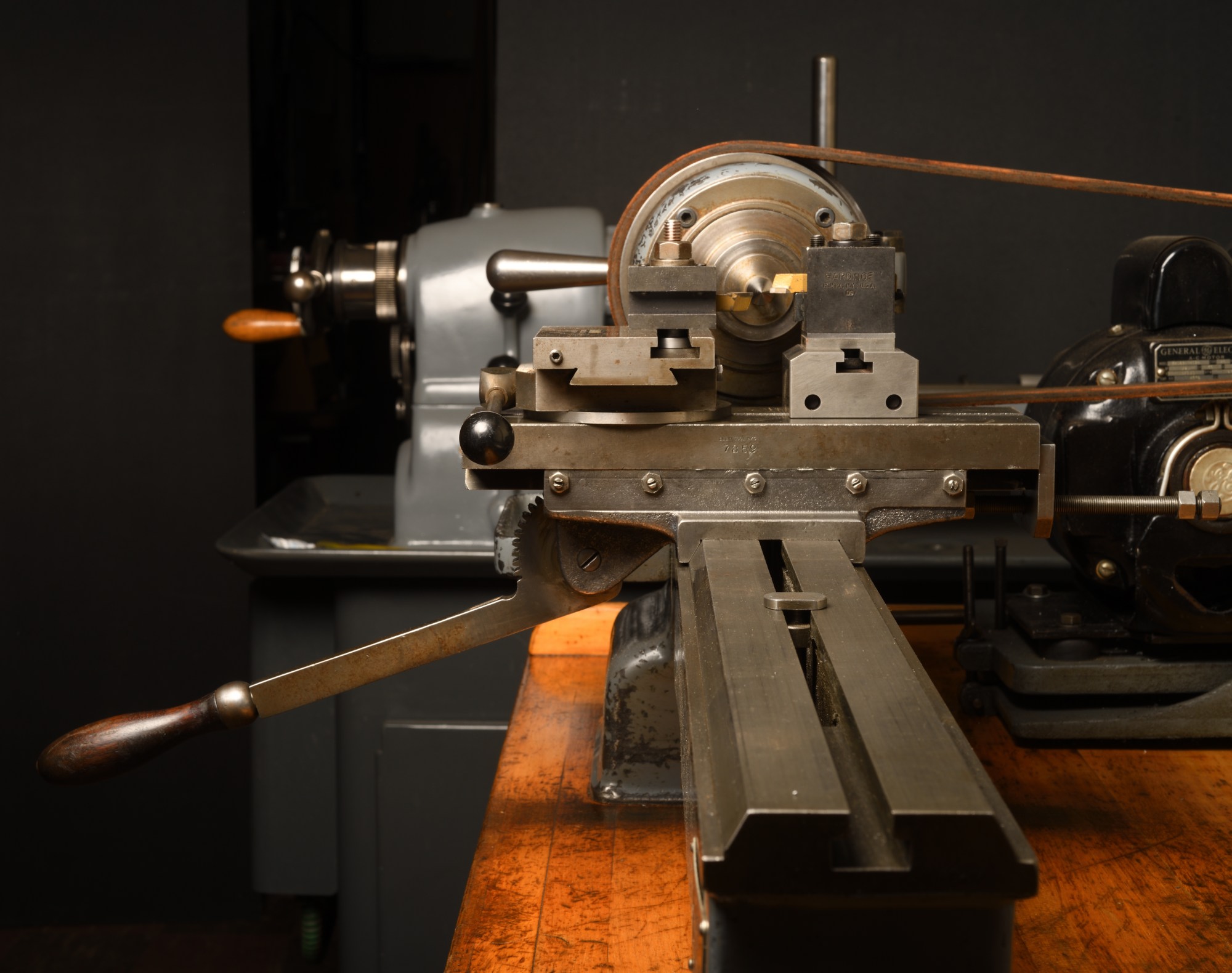
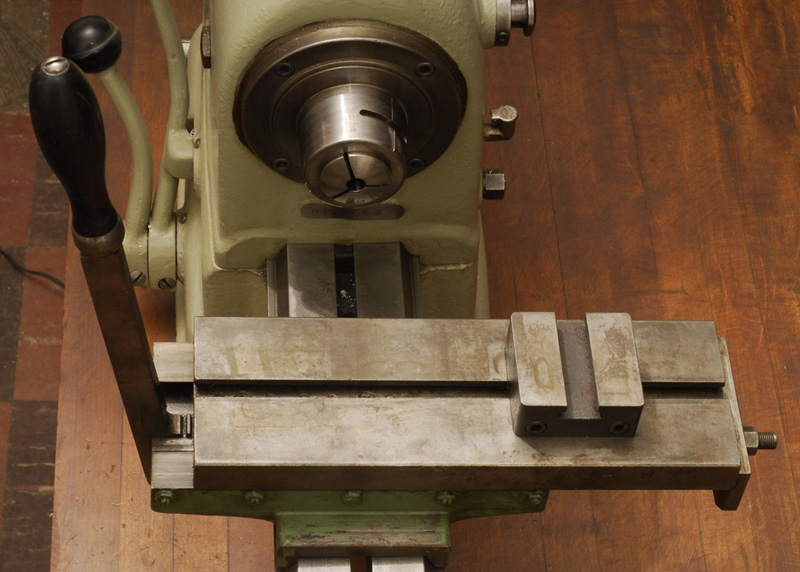
DOUBLE CROSS SLIDES are, by design, more accurate in the cross movement than are compounds. Both of these cross slides straddle the lathe bed, eliminating any chance of misalignment. Here the below listed 9" Hardinge cross slide stop was positioned to end the tool travel at the exact center of the workpiece. This workpiece was perfectly faced off. The face of the workpiece is absolutely flat. Have you tested your compound of late? Most compounds will give you a slightly dished or raised center. If you need to face off a part as square and as flat as possible, use a cross slide. There is no play in the longitudinal direction as there is in a compound. There is no feed screw to wear unevenly. Pushing a lever is a lot less work than turning a handscrew. You do not need to adjust it or check it for square. Of course, cross slides are not just for facing off perfectly. In the last image I am using the cross slide to remove a lot of waste quickly. (The alignment is not a simple matter of adjusting the compound; after all, you can face off with the compound at an angle and do just as well as with the compound at 90 degrees. Proper alignment is determined by the T-square on the bottom of the compound. Split bed compounds do not have T-square adjustment and most of them are slightly out of alignment. Have you tested yours? This is something you should do before you use your lathe.) If you want to face off with surety that your workpiece will be faced off flat use a double cross slide.


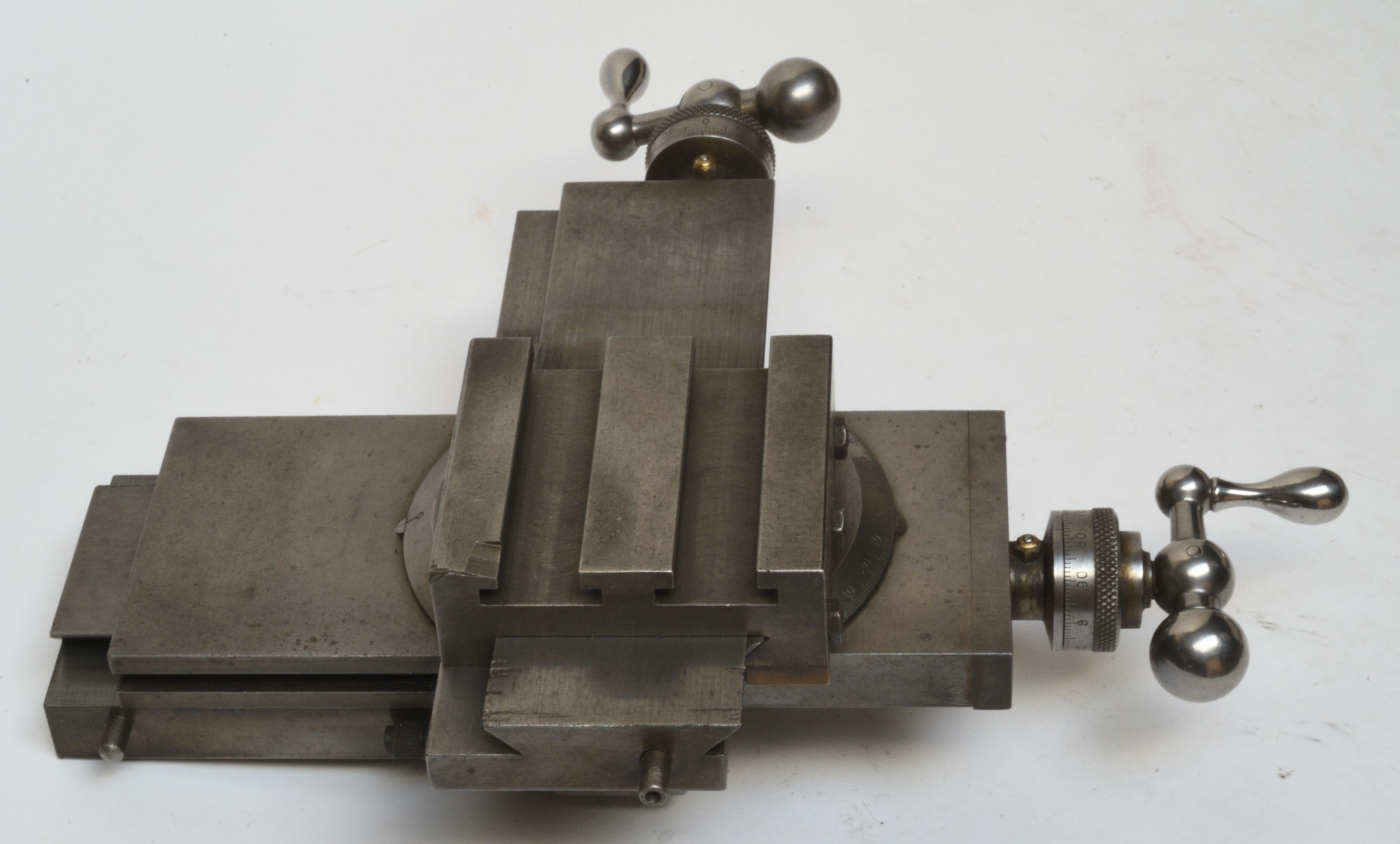
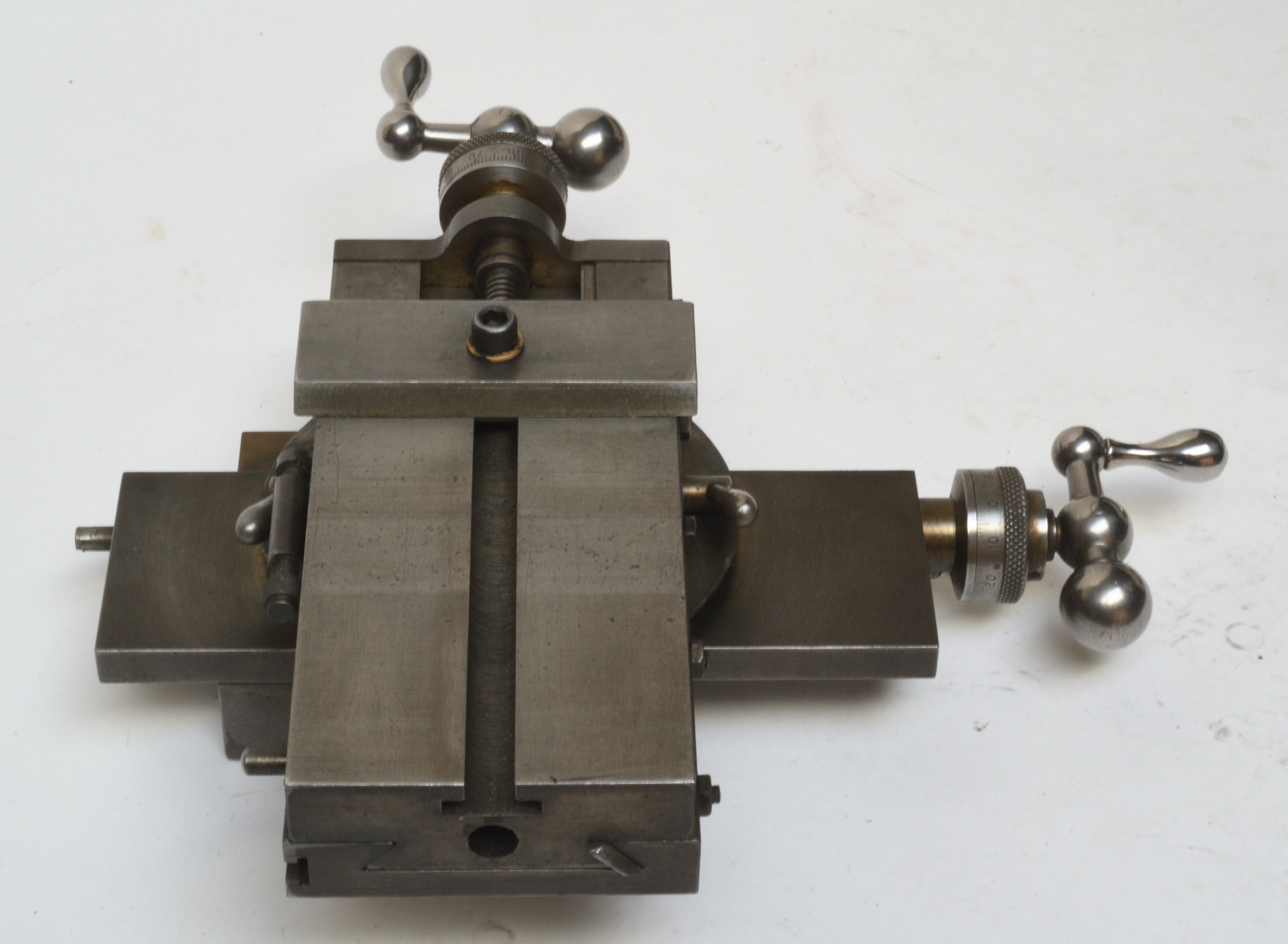
ELGIN DOUBLE CROSS SLIDE for 9" swing split bed lathe. Rack and pinion transverse movement, with adjustable stops to control extent of movement. Shown on a Hardinge/Elgin 9" lathe--for which it was designed. A hold down bolt is built into this cross slide. Use your compound hold down nut with that hold down bolt. I recently cleaned, lubed and adjusted it, and have packaged it with a Hardinge Model E rotating lever action tool holder and Hardinge D2 toolholder to fit it, plus a tool block and a Hardinge D9 toolholder with spacers........in order to assure you that you a functioning whole. The last 3 vintage photos were made before I stripped the non-original paint off of it. The block and the vintage toolholder in those vintage images are not included. It is the components in photos 2 and 3 that are included. $1100.
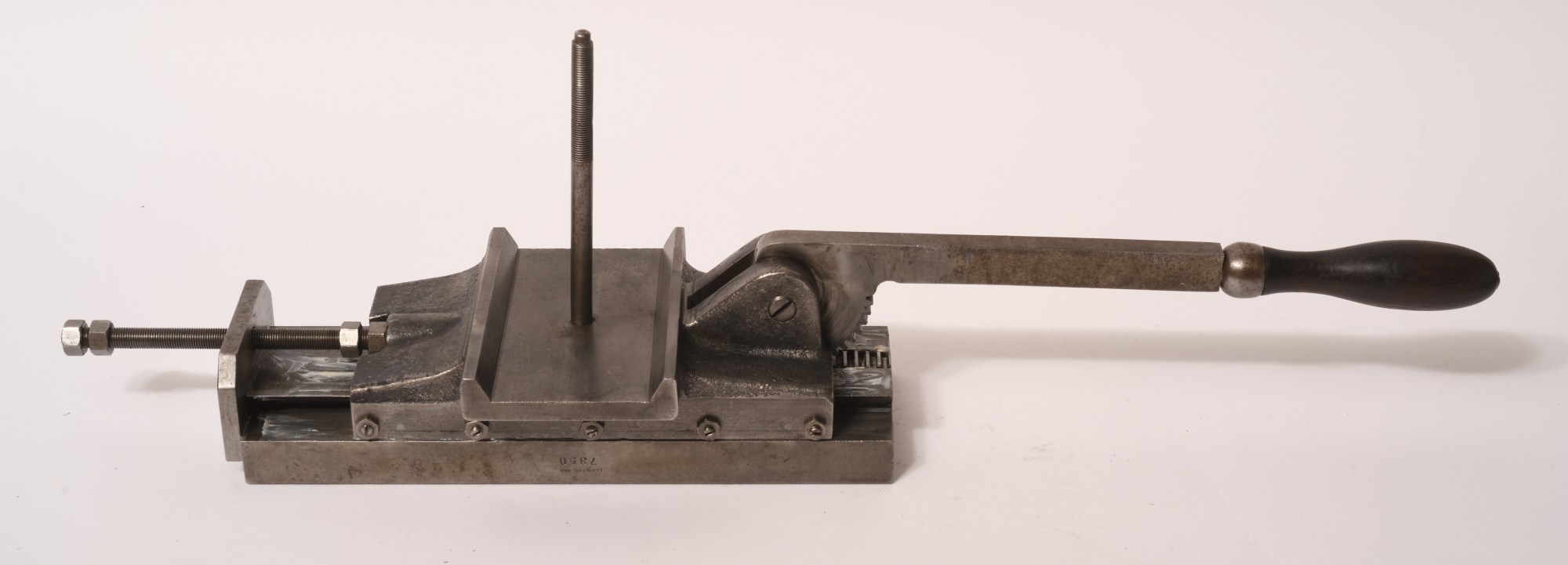



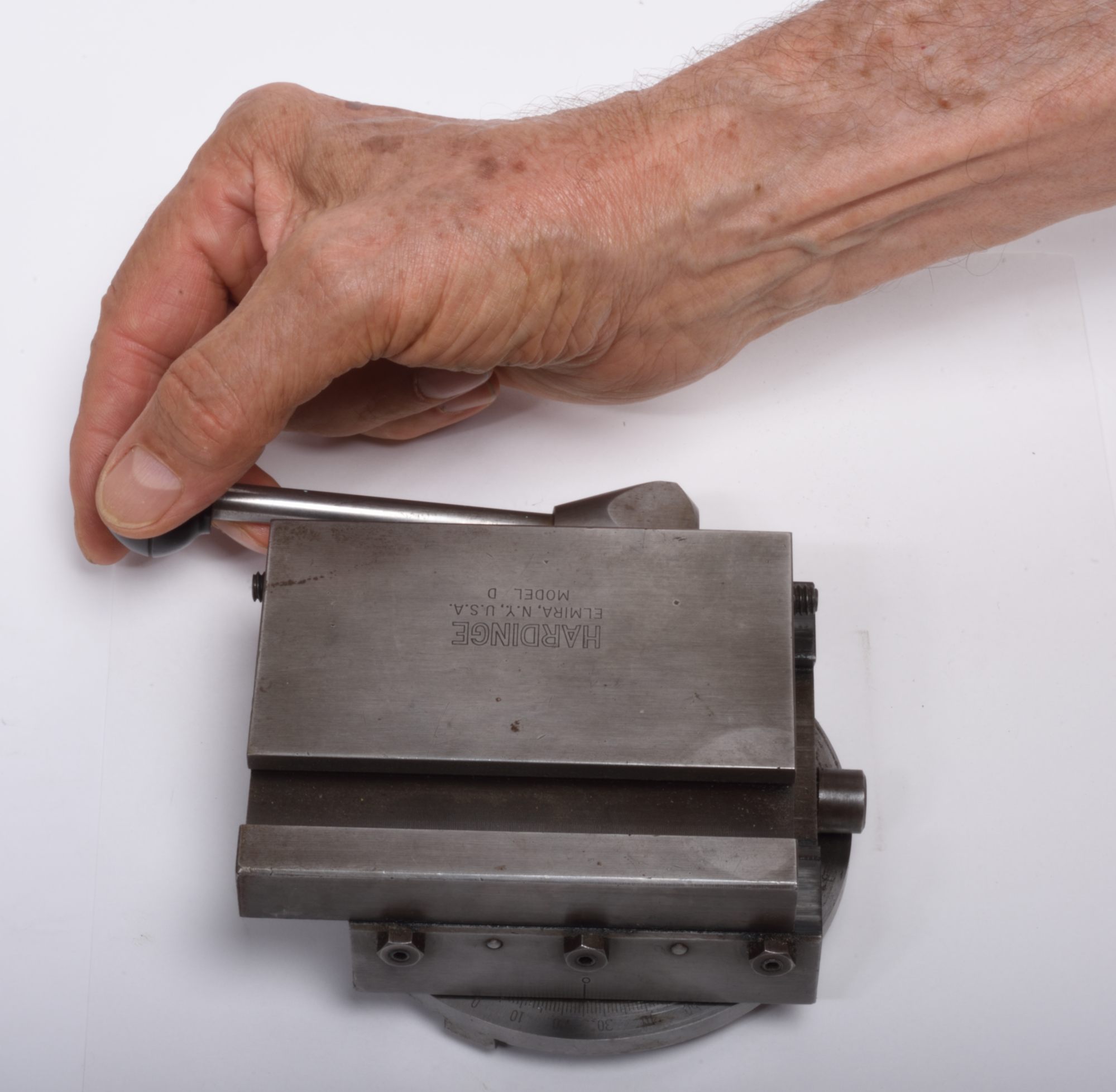
Hardinge Model D straight and taper slide. Screw in the screws sticking out of either end to limit the travel of the lever action. Newly cleaned, lubed and adjusted. These are used on double cross slides. Hardinge Model D and E straight and taper slides are the same height. $300.




TOOL HOLDER BLOCK. Designed to work with the above listed Hardinge/Elgin double cross slides. 5/8" wide slot. 1" high. If purchased with a double cross slide, $80. If purchased separately, $120.

TOOL HOLDER BLOCK. Designed to work with the above listed Hardinge/Elgin double cross slides. 3/8" wide slot. 1" high. Works well with the Empire cut off tool holder. Note that the T-bolts are off center and the top plates are custom; the end result allows the cut off blade to be near the edge of the double cross slide. If purchased with a double cross slide, $80. If purchased separately, $120.

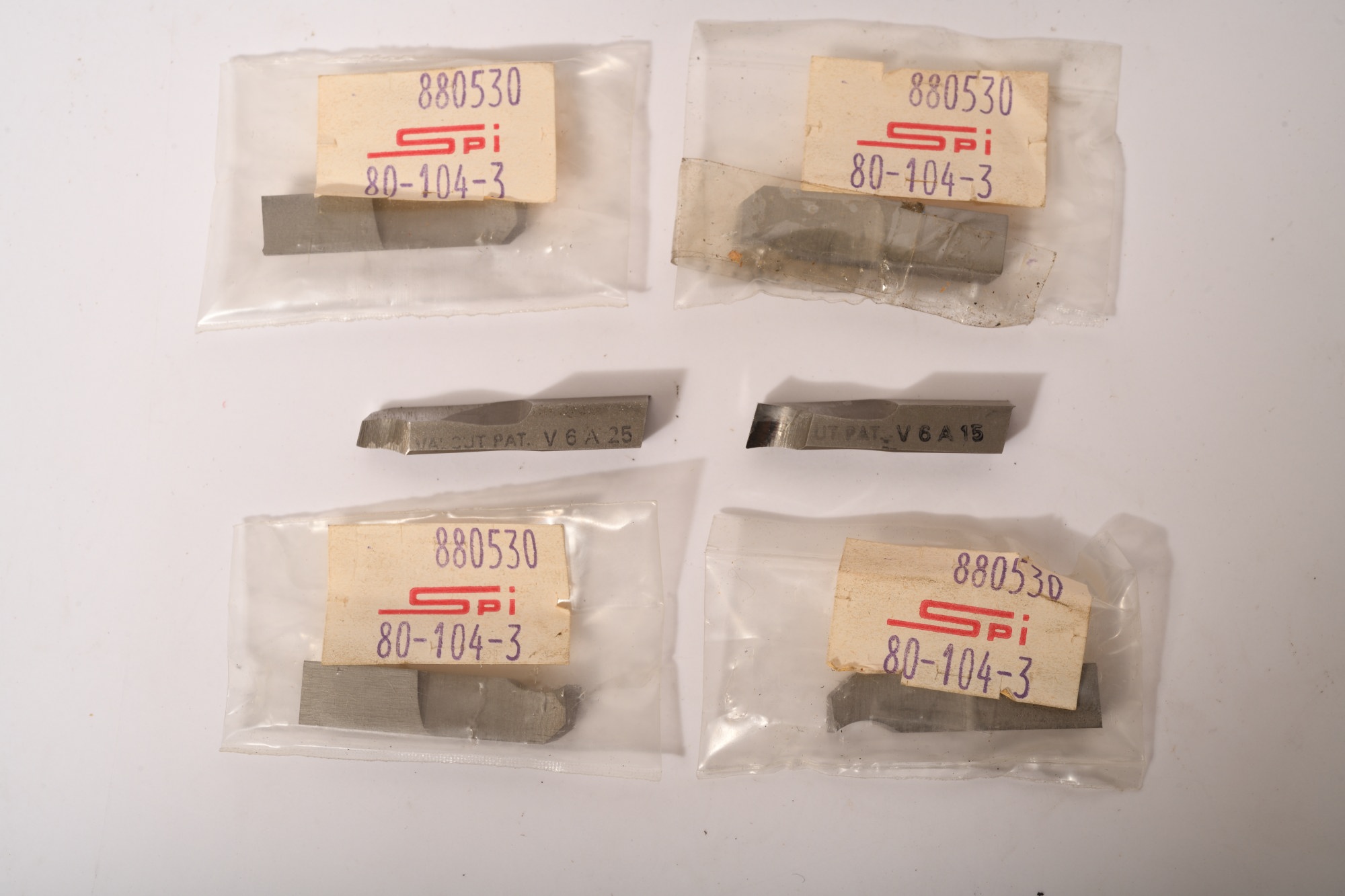
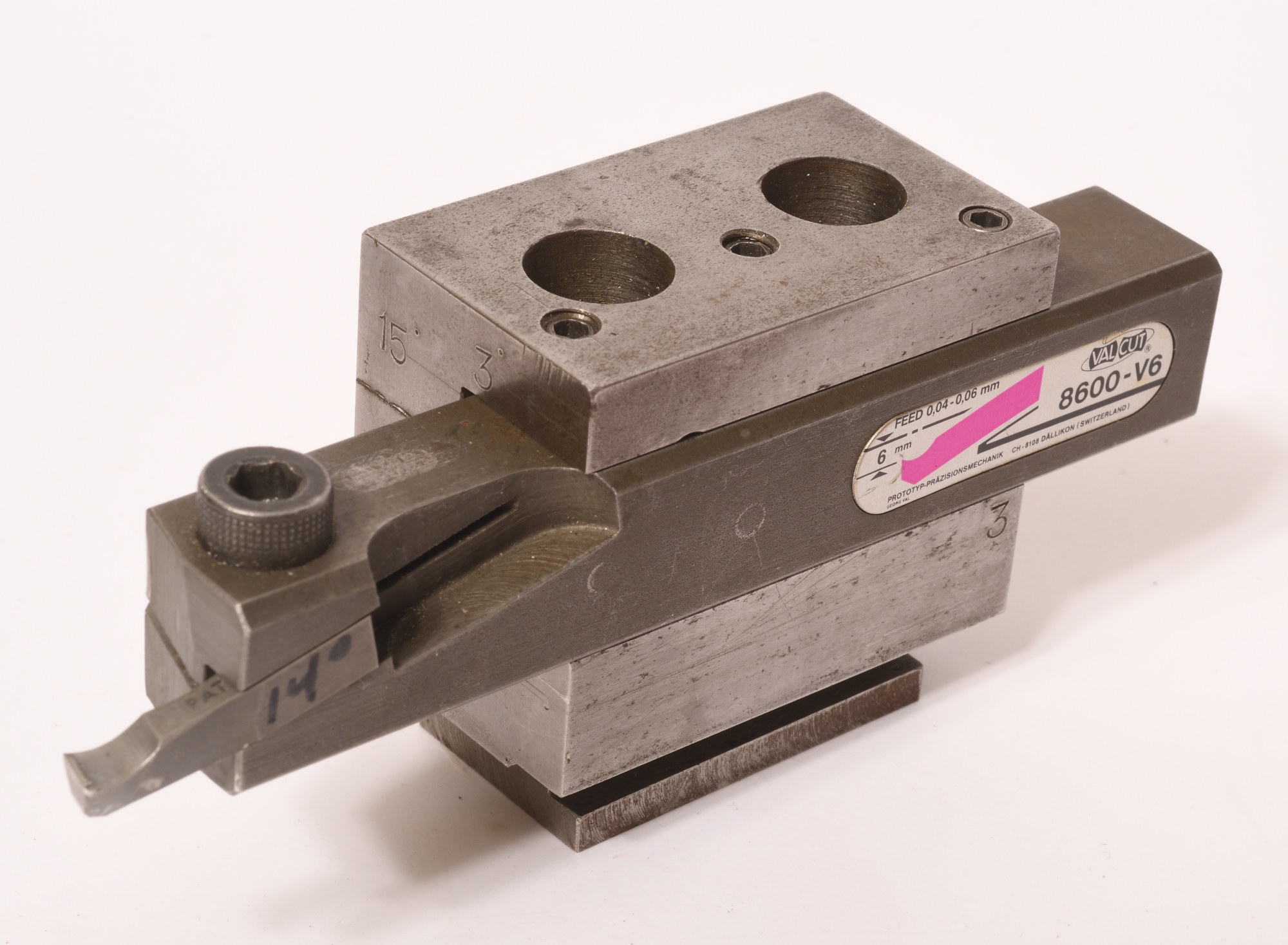
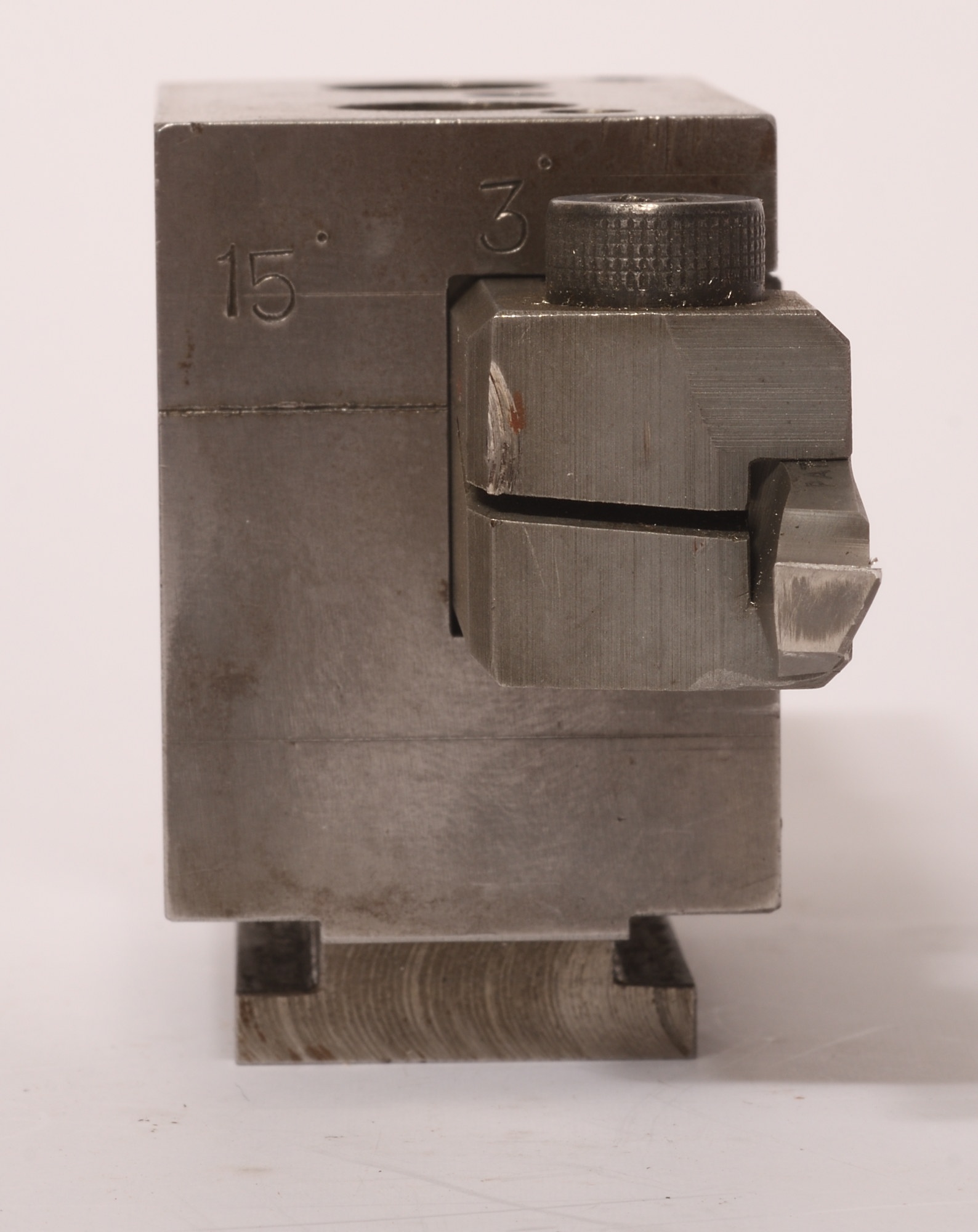
SPI VAL-CUT TREPANNING TOOL. This will work on lathes other than Hardinge or Elgin. I list it on my Hardinge/Elgin page because it comes with a GLENNVIEW toolholder specifically made for such lathes. Trepanning takes a lot of energy. To be able to trepan as you see in the example on an old flat belt driven lathe is pretty remarkable. The stock was about 6" in diameter and 1/2" thick. I am charging about what it cost me to make the toolholder. The trepanning tool and the toolholder I built are absolutely rigid. The only play will be in your compound. $600.





Hardinge rear T-slot lathe bed. Required for use with the rear thread chasing attachment. With no accessories, no small parts tray. The brass Hardinge logo was removed by a previous owner. Inscribed in the end of the bed, "Hardinge Bros. INC., Chicago, USA, No. 3766." T-slots cleaned out. Threaded holes cleaned out with proper taps. Bed does show use, but no serious damage. Newly cleaned, prepped, primed and painted with the original color. There is no paint where paint does not belong. Fewer than 1 in 10 Hardinge beds are of this longer variety. Fewer than 1 in 10 Hardinge beds have the rear T-slot. Therefore this bed represents about 1% of all Hardinge beds. $350.





SPEAKING OF THREAD CUTTING HARDINGE CATARACT LATHES..........I have 2 of them. They are RARE. I have some spare parts and accessories for these lathes. I am willing to buy parts and accessories for these lathes. The below picture is of one of these lathes. The pictures at the top of this page are of another of these lathes. I have devoted a separate page to Hardinge Cataract thread chasing lathes. I am trying to put all of the thread chasing equipment on this separate page. The above listed bed, although for use with a thread chasing attachment, is also useful as a standard Hardinge Cataract lathe bed, so I list it here as well. You may also get to that Hardinge Cataract thread chasing lathes web page by cliking on the below image.
HARDINGE MOTOR LIFTING HANDLE. The white painted handle shaft broke where it screws into the lifting fulcrum part. Only a short section was lost, so I repaired it. It worked fine, but when a full length handle became available, I bought and installed it. I see no advantage to the full length handle, so I am willing to sell the original white painted handle for $30 or the longer shafted handle for $50. The shaft is 3/8" diameter with 3/8-24TPI threads. Each handle comes with the knob and the nut.
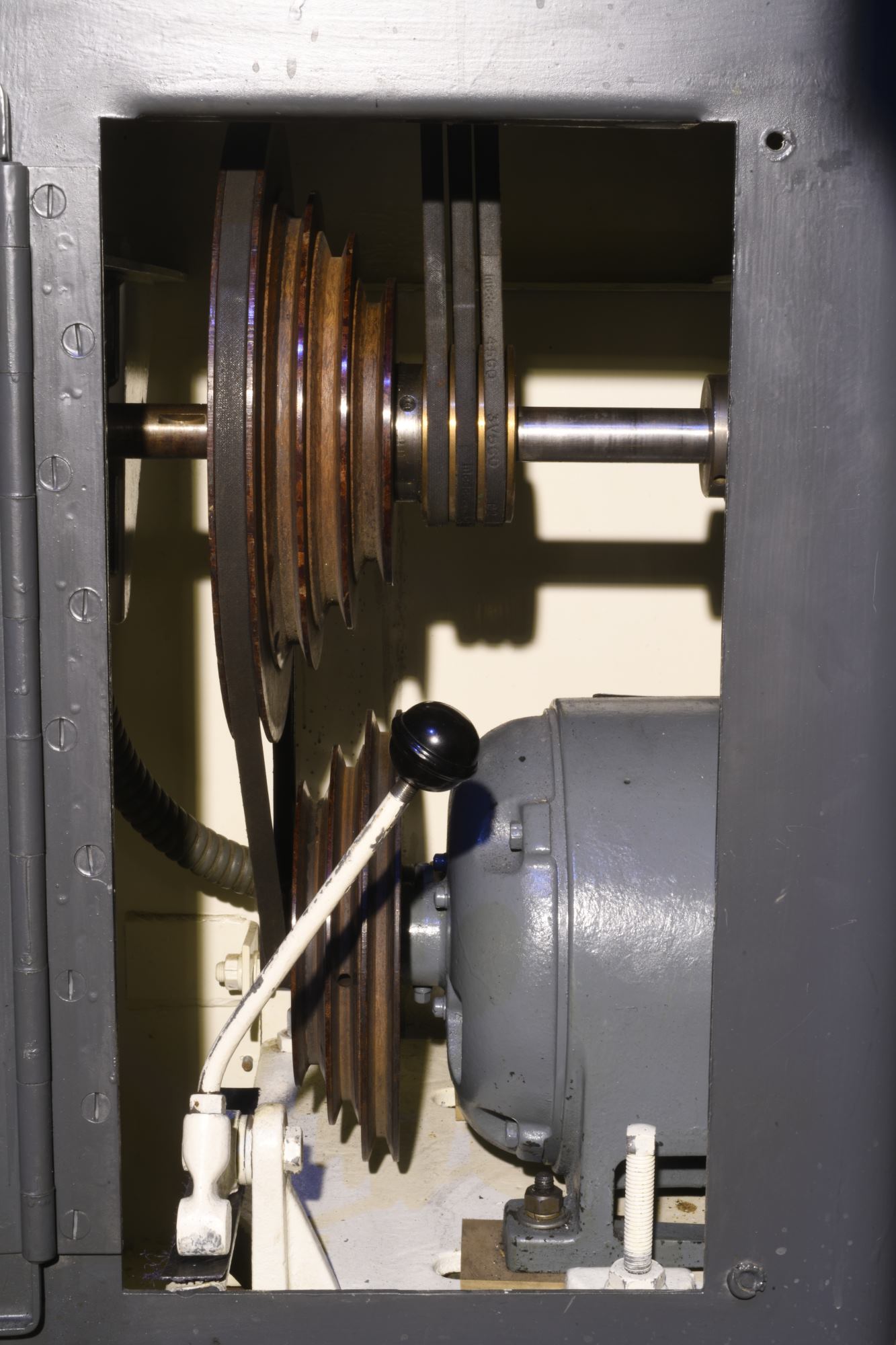




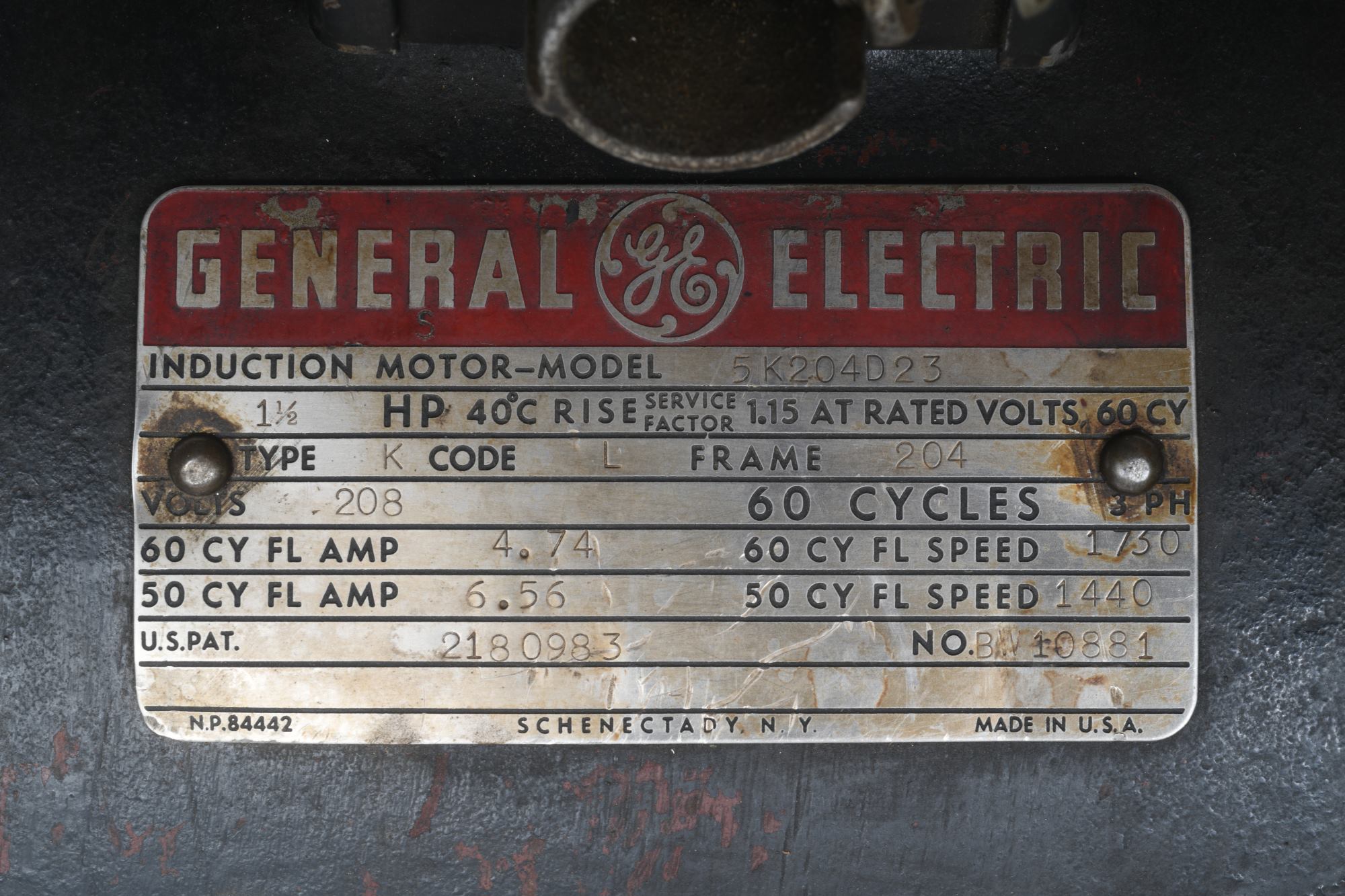
MOTOR for HARDINGE LATHE. Very similar to the motor on the above Hardinge thread cutting lathe. Very similar to most motors found on Hardinge lathes. General Electric brand. 220V, 3 phase, 1730 RPM @ 60 cycles. The bolt holes are spaced properly for Hardinge. The frame is appropriate for Hardinge. Of course, you may use the motor for something other than a Hardinge lathe. 3 phase motors are readily reversible; just interchange any two of the wires. Powerful. Reliable. Quiet. Sealed bearings. Bolt holes are about 6" and 8" apart. Spindle height is 5". Tested: see video. In the video, the motor is sitting on a sheet of paper on concrete. $250.




Hardinge small parts tray. Mounts in front of headstock. See photos of them on my lathes. The mounting holes are 5 9/16" apart. This one came in on the above listed Hardinge lathe bed. Held on with two 1/4" screws. Cast iron. Old paint stripped off. Metal cleaned and prepped. Freshly painted with primer followed by a top coat of original paint color. Perfect condition. $145.

Elgin small parts tray. Mounts in front of headstock. See photos of them on my lathes. The mounting holes are 5 1/2" apart. Held on with two 1/4" screws. Cast iron. Original paint. $OLD. I leave it up for the hole spacing information.



Hardinge head stock stop pin. Engages holes in the head stock to hold head stock in place for changing chucks, etc. Original Hardinge cataract lathe part, properly hardened and finished. 5/16" diameter. 2.75" overall length. $OLD. I leave it up for the sizing information.

Hardinge lever action collet quick closer part. The gap is ~1.5". The barrel on the other side is ~0.75" long. $75

Hardinge lever action collet quick closer part. This fits both my old Hardinge and my old elgin lathes. It is illustrated on my Elgin lathe. Stamped "RO-530" or something close to that. $100

Hardinge lantern style toolholder with straight holder, left hand holder, right hand holder, over 2# of toolbits. Height adjustable. This lantern toolholder fits into all 6 of the Hardinge and Elgin 9" compounds I have in stock. The bar that goes into the T-slot is 3/16" thick, 1.093" wide. The toolpost is .742" diameter. It accepts 1/4" toolbits. $125


3 Hardinge lantern style toolholders with many toolbit holders. All toolbit holders fit all 3 lantern toolholders. All 3 lantern toolholders fit into all 6 of the Hardinge and Elgin 9" compounds I have in stock. The bar that goes into the T-slot is 3/16" thick, 1 to 1 1/8" wide. $250 for 3 lantern toolholders and all toolbit holders. You will also get over 2# of toolbits.


Hardinge lantern style toolholder for Hardinge and Elgin 7" compounds. It is the one on the right sitting next to a 9" version. The bar that goes into the T-slot is 3/16" thick, 7/8" wide. I have no toolbit holders to fit it. $60.

INCOMPLETE Hardinge lantern style toolholders for Hardinge and Elgin 7" compounds. The bar that goes into the T-slot is 3/16" thick, 7/8" wide. I suggest you buy these with the above listed toolholder for spare parts. $30.

SMALLEST Hardinge lantern style toolholder I have. Incomplete, for parts. The lantern post is .625" in diameter. The slot is 3/16" wide. $15.

FREEHAND TOOL REST for split bed lathes with a 9" to 11" swing. The threaded holes in the 1" wide X 1/2" thick aluminum bar are 1" apart. The 5/8" shank steel rest is height adjustable and it revolves; a set screw holds it in position. The hold down has a 3/8-16TPI threaded rod. The freehand tool rests I have seen on the used market have had too little capacity, so I made this one and I consider it superior to the genuine Hardinge tool rest listed below. The bar may be installed anywhere along the bed at any angle. I have not seen anything like this anywhere else. $200.


FREEHAND TOOL REST for split bed lathes with a 7" to 9" swing. The base is 5" long. The 1/2" shank steel rest is height adjustable and it revolves; a convenient lever holds it in position. The hold down is a GLENNVIEW made 1/4-20TPI T-bolt with washer and lock knob that is plenty sufficient to do the job. This is the best commercially made freehand tool rest I have had; it seems to be expressly made for the split bed Hardinge lathes. Others I have had did not go high enough for use with a 9" lathe. It may well be made by Hardinge, but I do not know that for sure. It is newly cleaned and relubricated. It has been painted Hardinge grey; there is no paint where paint should not be. You may use your Hardinge compound hold down T-bolt to hold down this tool rest. A Hardinge T-bolt that came with a Hardinge 2X cross slide works. An Elgin T-bolt to hold down a compound does not work. AH HA! I am proved correct. This is a Hardinge tool rest. See Hardinge catalog listing. One was sold, so only one available. $OLD. I leave it up for your information.


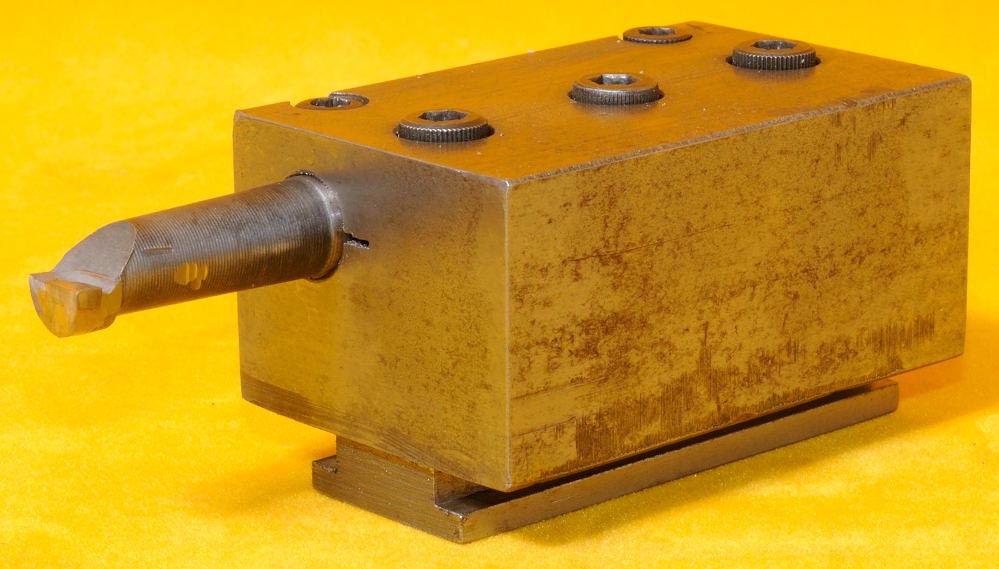
BORING BAR TOOLHOLDER. Made for use with an Elgin Toolworks 9" lathe compound such as illustrated on the above ALL ORIGINAL VINTAGE ELGIN LATHE. It was made by the technical training school instructor I bought the lathe from. You will not find another boring bar holder that provides better stability than this one. The toolbit cutting height is about 1.035" above the compound top. The toolholder may be cut down as required by milling the bottom surface of the main toolholder block. Note that the T-slot in your compound must be parallel with the bed. Accepts 1/2" shank boring bars. $100.

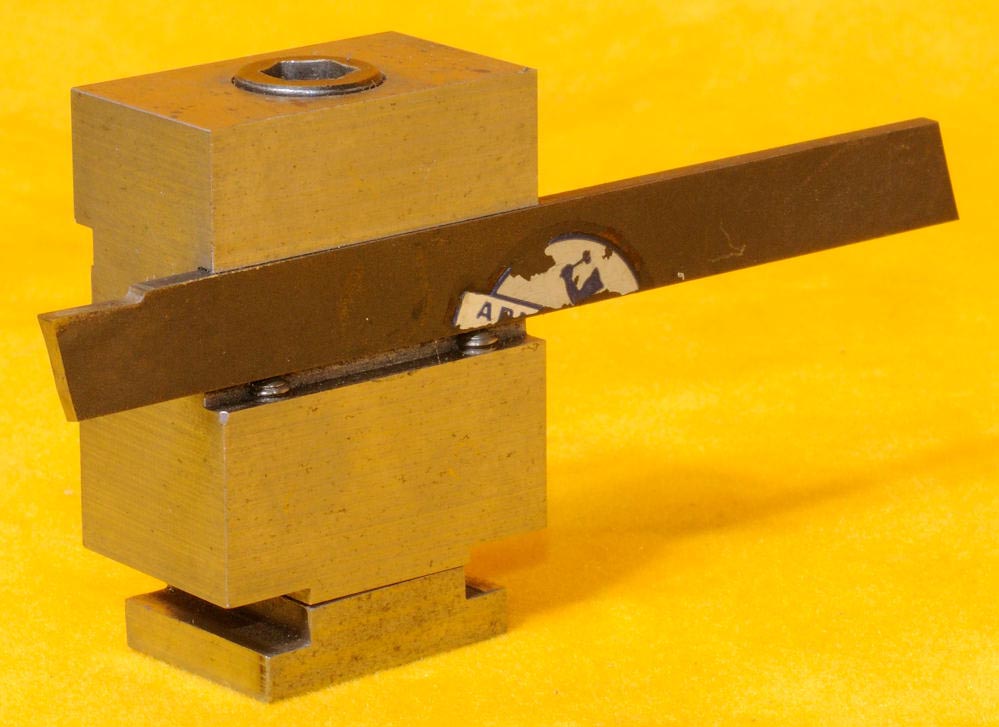
CUTOFF TOOLHOLDER. Made for use with an Elgin Toolworks 9" lathe compound such as illustrated on the above ALL ORIGINAL VINTAGE ELGIN LATHE. The toolbit cutting height is about 1.255" above the compound top. The toolholder may be cut down as required by milling the bottom surfaces of the main toolholder block. Accepts 2 different size cutoff bars, one of which is included. $100.
Hardinge, Elmira, NY, USA, D9 toolholder. Height adjustable. Accepts 3/8" toolbits. $125.


Spacers to extend the range of the Hardinge D9 height adjustable toolholder or D9 copies. They are surface ground. They are .200", .165" and .110" thick. They allow you to use smaller tool bits and still be able to bring the bits up to center height or they allow you to use the toolholder on a compound or wherever you may need more height. $50 each

Hardinge L23 5/8" shank boring bar toolholder. For use with Hardinge L18 toolblock. Completely functional. It may be used as more than a boring bar toolholder; look at the "example of why Hardinge and Elgin Cataract lathes are so wonderful at the top of this page to see another use for this toolholder. $100.




3/8" square trepanning or circular face grooving toolbit. Custom made for face grooving inside a recess. Designed to cut an about 11/16" outside diameter. Even if it is not the perfect size for your needs, it could save you a lot of time. $25


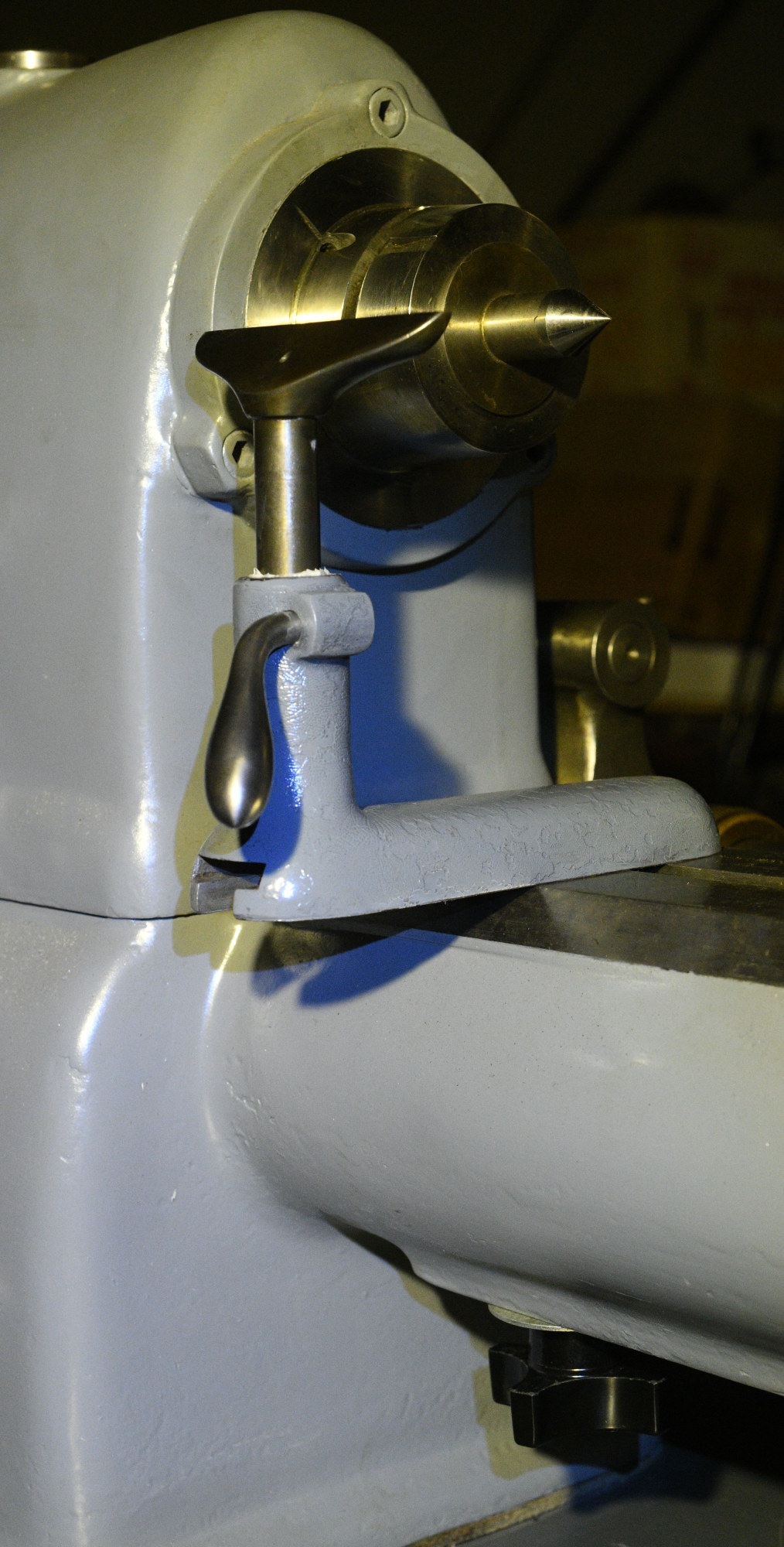
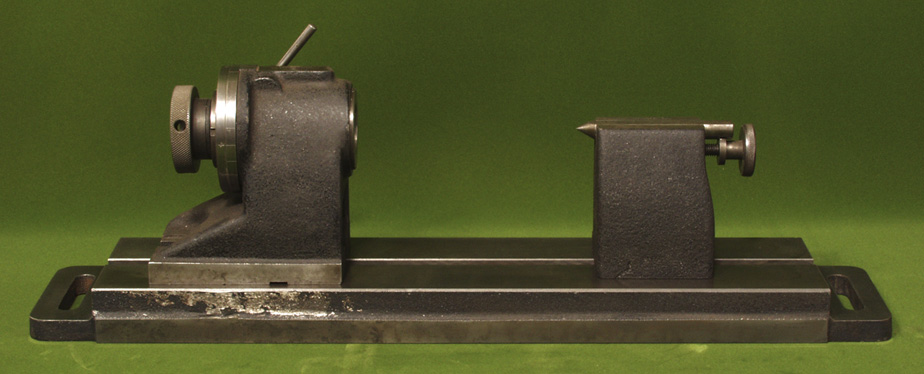
Hardinge bench center, with 24 position dividing head with 5c collet drawbar, with screwfeed adjustable tailstock, 5 T-nuts. $500. I have 2 of the dividing heads. The cleaner one is illustrated on the bench. In the 2nd photo you see the bottom of the cleaner one on the left. Those round keys are ones I made for use on my Clausing milling machine. They are not included. The original keys looked like those on the bench tailstock on the right. The dividing head in the center is not as clean as the one included with the lathe; it was used on a grinder and the grinder marks are visible. It works fine and if you choose to buy the bench with it instead of the cleaner one, the price of the outfit is $400.
NEED A COLLET RACK? Think outside the box. Draw a centerline down the middle of your rack top, then draw appropriate sized circles as illustrated to place your collets equidistant from each other. Intersecting lines are the centers of the holes to be bored.

AVAILABLE 5C ROUND COLLETS: Having sold as complete a set of collets as possible recently, I have to re-evaluate what is still available.
HARDINGE or ELGIN 5C DRAWBAR. This drawbar is 12" from the shoulder to the end. There is a ball bearing at the shoulder where it contacts the spindle. The handwheel is 3.125" in diameter. Although longer than needed for use with my lathes, I occacionally use it with a spacer. $175

HARDINGE 5C COLLET MILL ADAPTER. There is a rollpin inside that engages the slot in the collet to keep it from turning. Lots of leverage available to lock it down securely. Thick stock used. Chrome plated. The Hardinge 5c center is illustrated with it but is not included. Put this on a rotary table on your mill and perform lathe operations as well as mill operations. $125

Faceplates do not extend out as far from the spindle nose as do chucks, therefore they run more accurately. Faceplates will hold larger diameter stock and odd shaped stock that will not fit into chucks. It is good to have more than one. I have a special jig mounted on one that I leave in place for convenience.
FACEPLATES ALL SOLD OUT
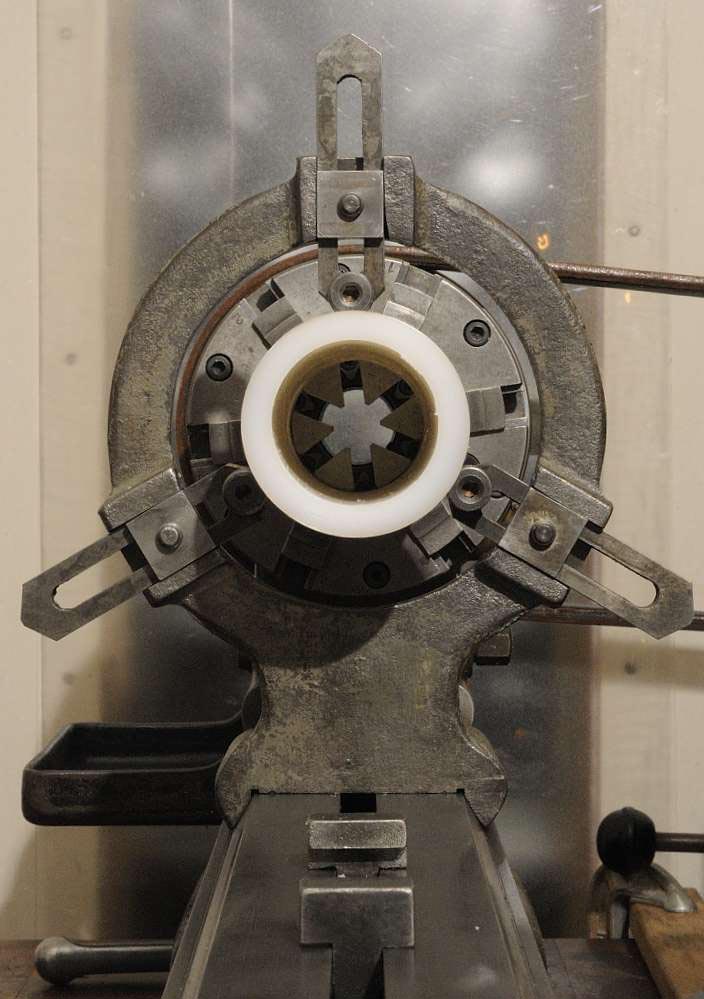
3-jaw chucks are what most people use most of the time, primarily for the convenience. Consequently, used 3-jaw chucks oftentimes have a lot of wear. So beware of used 3-jaw chucks. If you buy a used 3-jaw chuck, disassemble it and inspect for wear, return it if it is too worn. Why did you buy your Hardinge lathe? Wasn't it for the quality? If it is quality work you want to acomplish, consider 4-jaw and 6-jaw chucks. 6-jaw chucks do the best job of holding hexagonal or round stock, especially round tubing; more jaws grip better and distort less. 4-jaw chucks do the next best job of holding round stock, and are needed for holding square stock. If you can only afford one chuck, buy a 4-jaw chuck because you will be able to hold rectangular and round stock. 4-jaw chucks have reversible jaws; one set of jaws serves as inside and outside jaws. If your 3-jaw chuck does not run true, there is no adjustment for that. You can adjust your 4-jaw chuck until it does run true. Already have some chucks? Test them. Do you have both 3-jaw and 4-jaw chucks? Comparison test them. I can guarantee you that your 4-jaw chuck, properly adjusted, will outperform your 3-jaw chuck for holding round stock (given equally good chucks).
Jaws: Chucks have serial numbers on the body and on the jaws; they are supposed to match. Hardinge chucks have numbers on the individual parts too; they are supposed to match. I bought a Hardinge 3-jaw chuck off Ebay where one jaw had a non-matching serial number that screwed up the operation of the chuck. The seller sent me another set of Hardinge inside jaws with matching serial numbers, (they did not match the chuck's serial number, however) that ran quite true on the Hardinge chuck, nevertheless. I already had a set of Hardinge outside jaws that perform well on this Hardinge chuck. It is best that the serial numbers on the jaws match each other, although they need not match the chuck's serial number. It does not matter that all numbers match.......if you determine by testing that all works well together.
Chuck is available with either a Buck 2 3/16" X 10TPI threaded backing plate for Hardinge or a Hardinge HLVH taper spindle nose backing plate. With key. Both backing plates accomodate the TRU-ADJUST feature. The 1st paragraph below describes the chuck with the threaded backing plate. The 2nd paragraph describes the chuck with the HLVH 5c tapered backing plate. The accessories, including 3 sets of jaws and a chuck key go with either chuck and backing plate you choose. Although Hardinge makes 6" 3-jaw chucks, most of what you find on the used market are 5" chucks. So right there you have a big advantage. Uncut jaws can be an advantage for the capable machinist with special needs--such as a watch or clock maker. Note that this chuck was initially sold to Bulova Watch Co.
6" BUCK 3-JAW ADJUST-TRU CHUCK WITH PIE JAWS AND 2 3/16" BY 10TPI THREADED BACKPLATE FOR HARDINGE . 3 sets of uncut jaws. 1 set of aluminum pie jaws, + 2 sets of reversible unhardened steel jaws. With key. Pie jaws are used to hold delicate rings (such as those used in a watch or clock) without distortion. You may bore the aluminum pie jaws to suit your needs. The pie jaws are 1.5" thick. The steel jaws are also 1.5" thick and they too have matching serial numbers. The 1st set of numbers relate to the chuck that the jaws are intended to be used with. The 2nd set of numbers denote the type of jaws. The retaining screws are deeply recessed. You may bore the jaws to a depth of 1.175". There is a 0.86" pilot hole bored in the jaws. The chuck was disassembled when I got it to insure that it was in good condition. The chuck is newly cleaned, lubed and adjusted. Note that the pie jaws have matching serial numbers. $1050 as described and illustrated. I have illustrated some distinguishing characteristics and measurements of a 6" Buck Chuck Adjust-Tru backing plate.









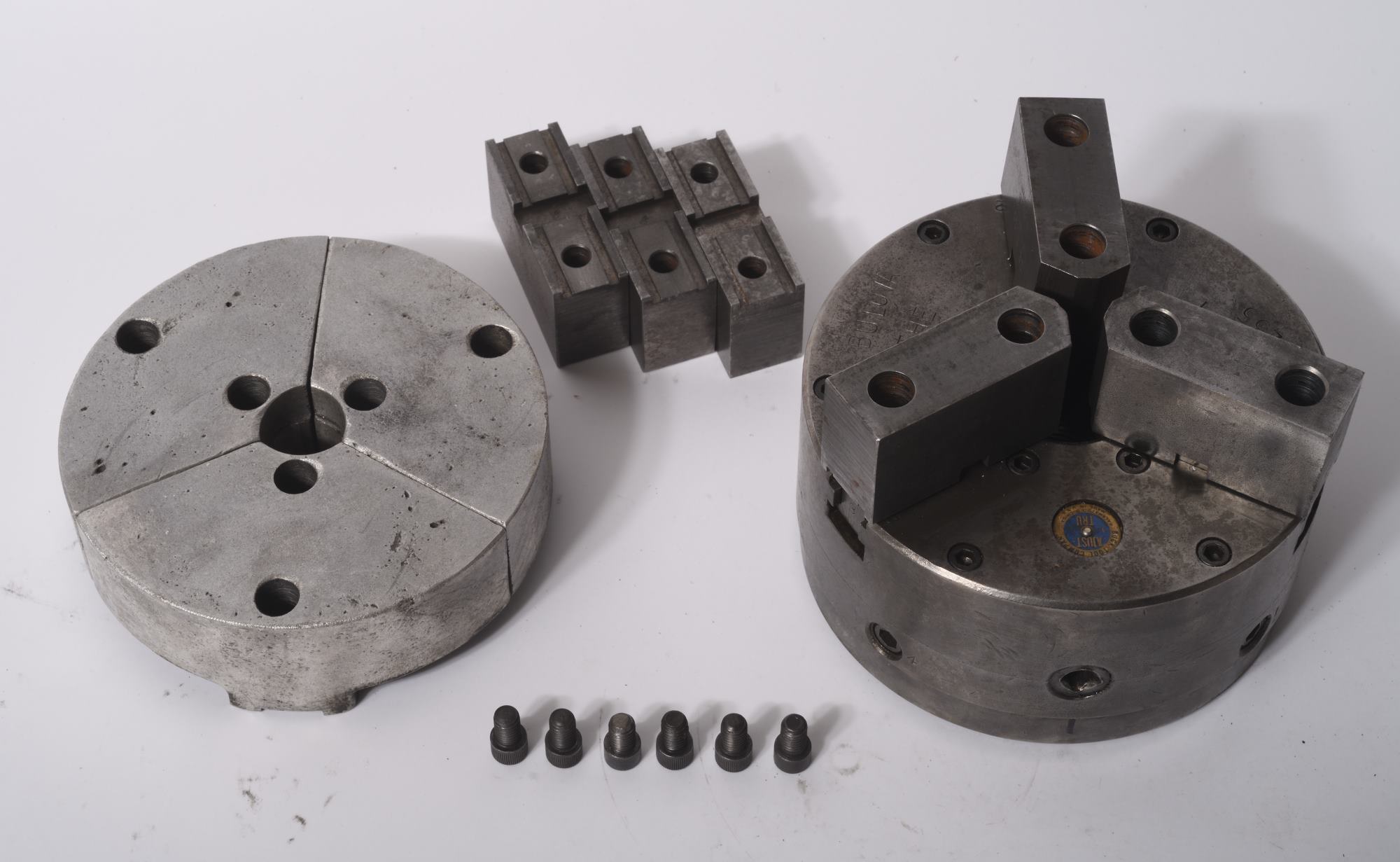
6" BUCK 3-JAW ADJUST-TRU CHUCK WITH PIE JAWS AND HARDINGE HLVH 5C TAPER SPINDLE NOSE BACKPLATE. 3 sets of uncut jaws. 1 set of aluminum pie jaws, + 2 sets of reversible unhardened steel jaws. With key. Pie jaws are used to hold delicate rings (such as those used in a watch or clock) without distortion. You may bore all sets of jaws to suit your needs. The pie jaws are 1.5" thick. The steel jaws are also 1.5" thick and they too have matching serial numbers. The 1st set of numbers relate to the chuck that the jaws are intended to be used with. The 2nd set of numbers denote the type of jaws. The retaining screws are deeply recessed. You may bore the jaws to a depth of 1.175". There is a 0.86" pilot hole bored in the jaws. Someone has bored a 1.4" diameter hole partially through for their use. After making the backing plate to chuck adapter, I adjusted the chuck using the Buck Tru-Adjust feature. There are 4 barrels that are pushed against that central "hockey puck" that allow you to Tru-Adjust the chuck. The central hole in the hockey puck allows longer stock to be inserted into the chuck. The hockey puck is attached to the Hardinge backing plate with a 7/16" socket head cap screw that goes through a pre-existing 7/16" hole in the Hardinge backing plate. $1150 as described and illustrated. Photos in the above listing also relate to this chuck--especially the 3 sets of jaws.


6" BUCK 3-JAW ADJUST-TRU BACKING PLATE for HARDINGE 2 3/16" X 10TPI THREADED SPINDLE NOSE. I am offering it because I cannot use it. I use 5c taper spindle nose lathes. Now that I have made an adapter that allows me to use this chuck, the Buck to Hardinge threaded backing plate is available. This backing plate has 2 3/16 X 10 TPI threads. You will see a photo of this backing plate mounted on the chuck listed in the 2nd paragraph above. It is included with the chuck, or available separately. $300.



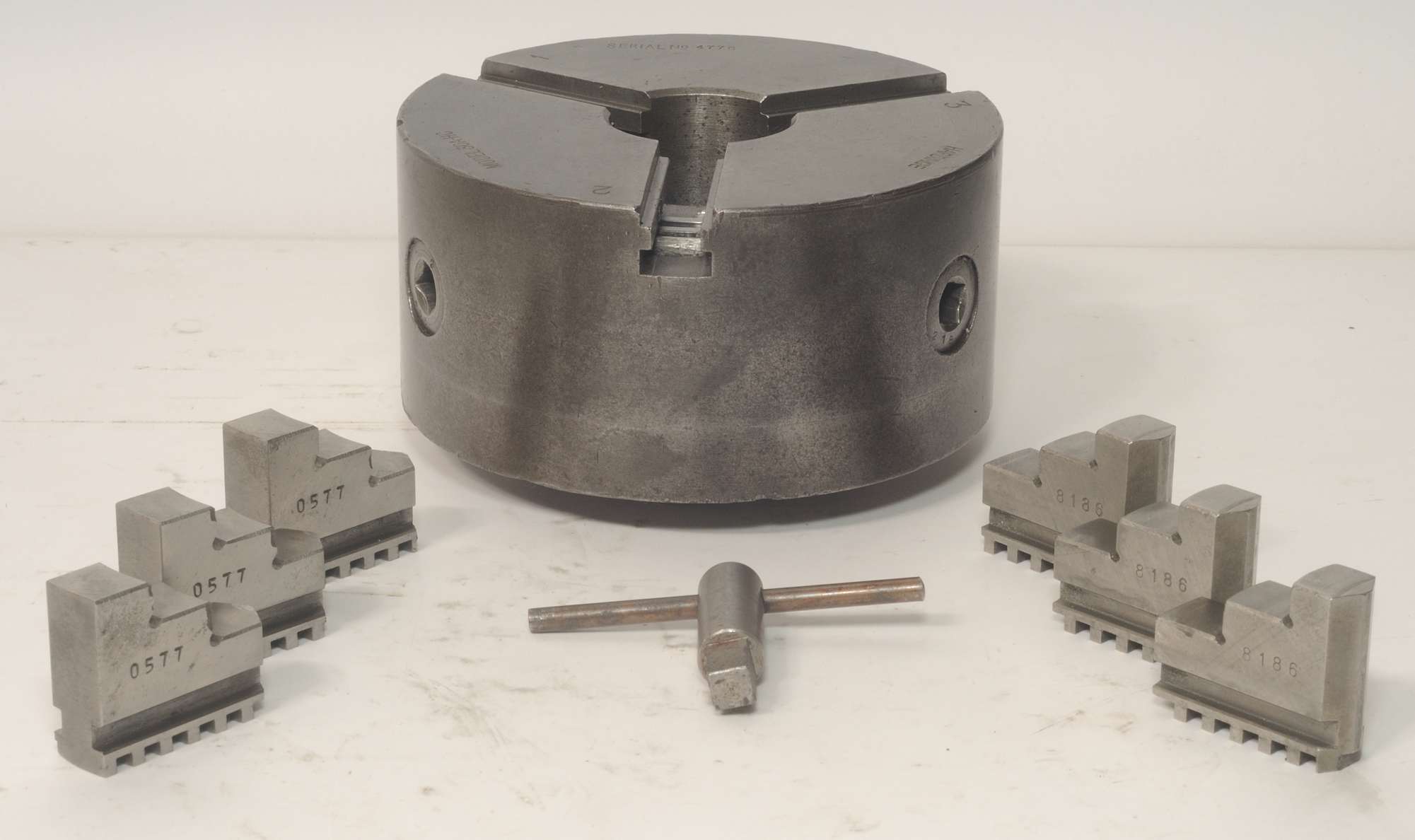
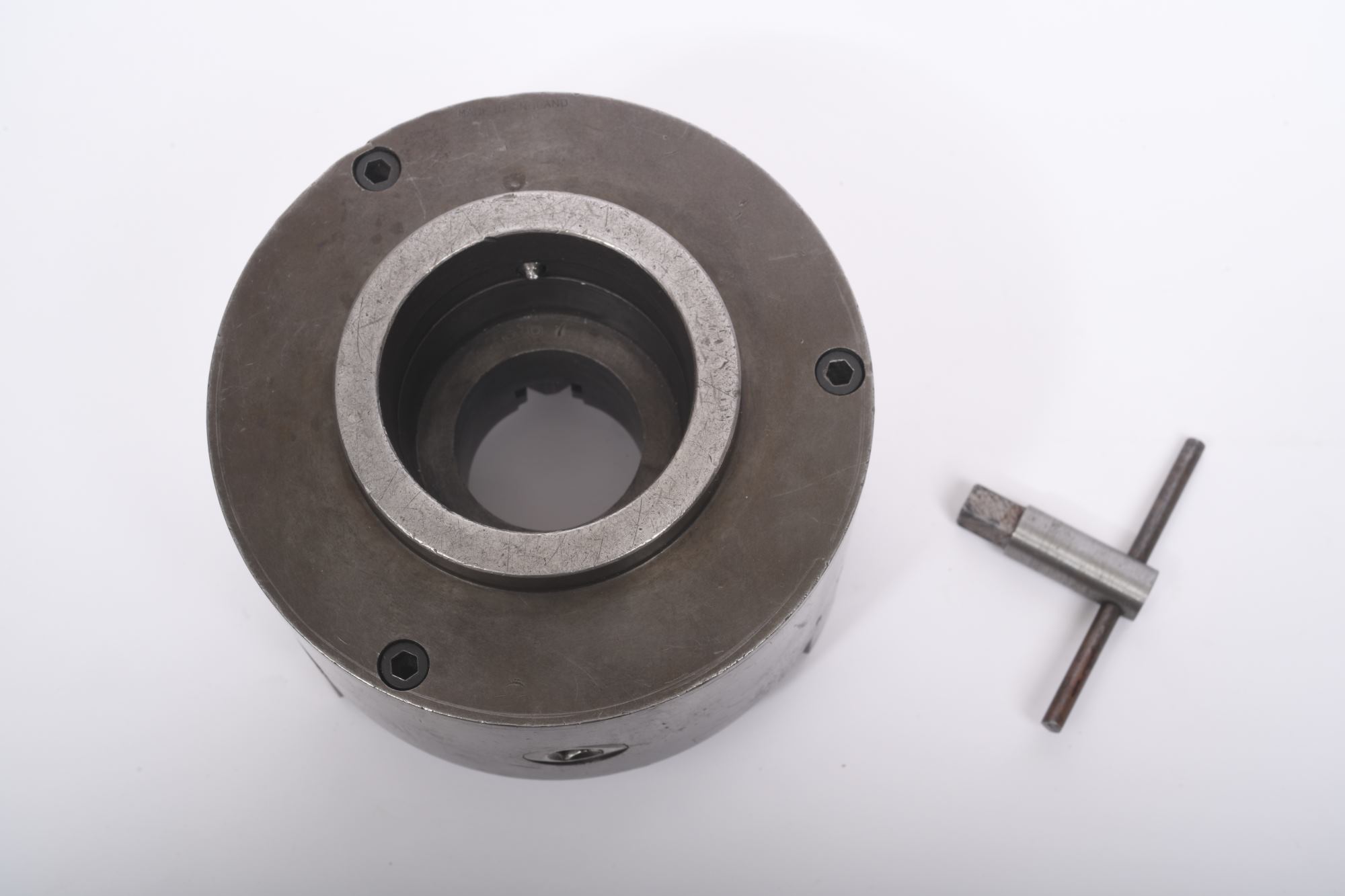
HARDINGE 30AHC 3-JAW CHUCK #4776. Disassembled, cleaned and lubricated. Chuck is is good condition. Serial #s on jaws do not match the chuck body, but chuck runs true. Inside and outside jaws. With chuck key. $500




HARDINGE 30AHC 3-JAW CHUCK #13374. Chuck is in good condition. Runs true. Serial #s on jaws match the chuck body. Outside jaws only. With chuck key. $400

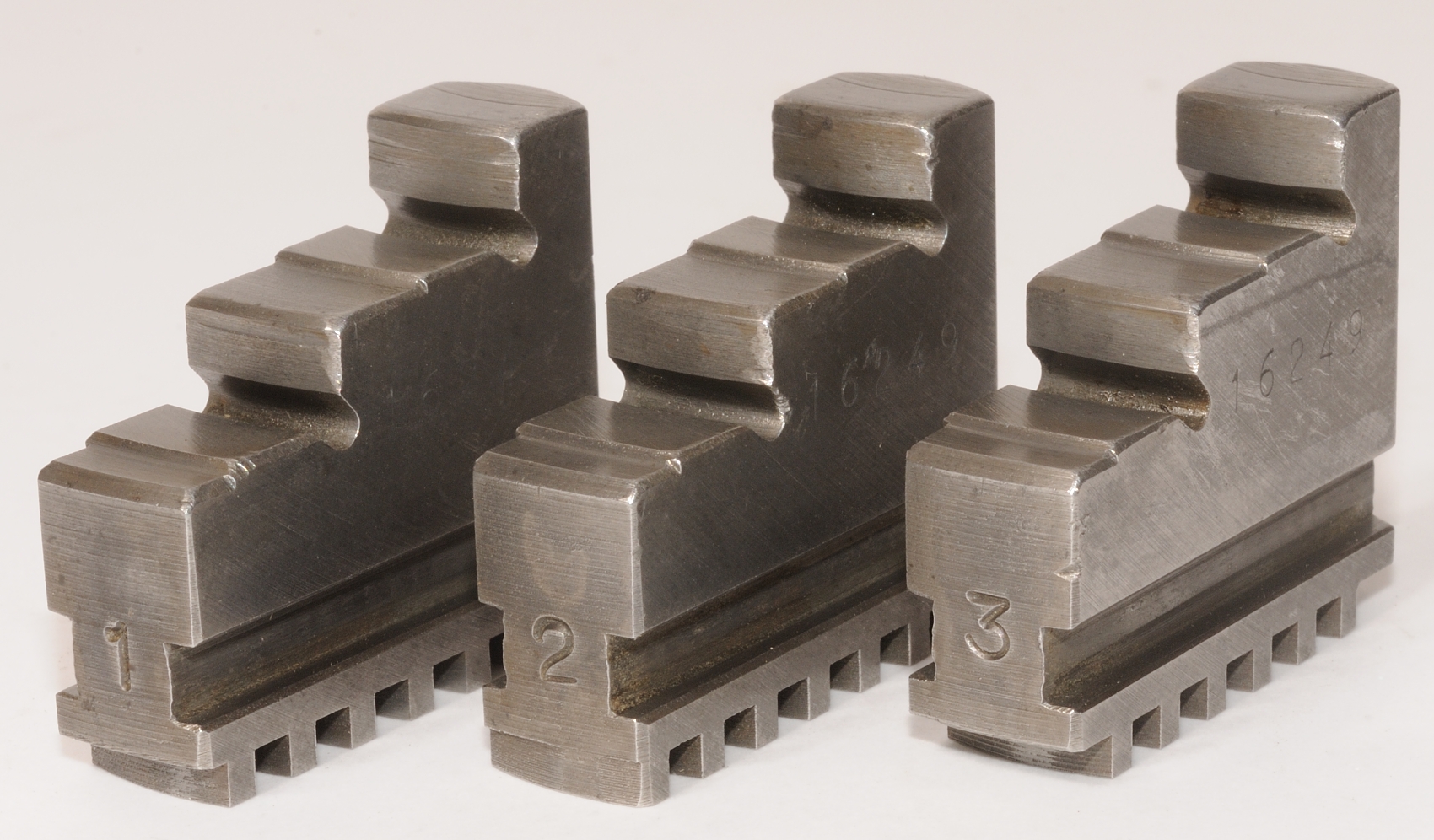
SET OF INSIDE JAWS FOR (PROBABLY 5") 3-JAW CHUCK. All with matching serial number 16249. These are not Hardinge jaws; they may fit a Skinner or Union chuck or some other chuck. The jaws are 0.428" wide, 1.519" long and 1.247" high. $50
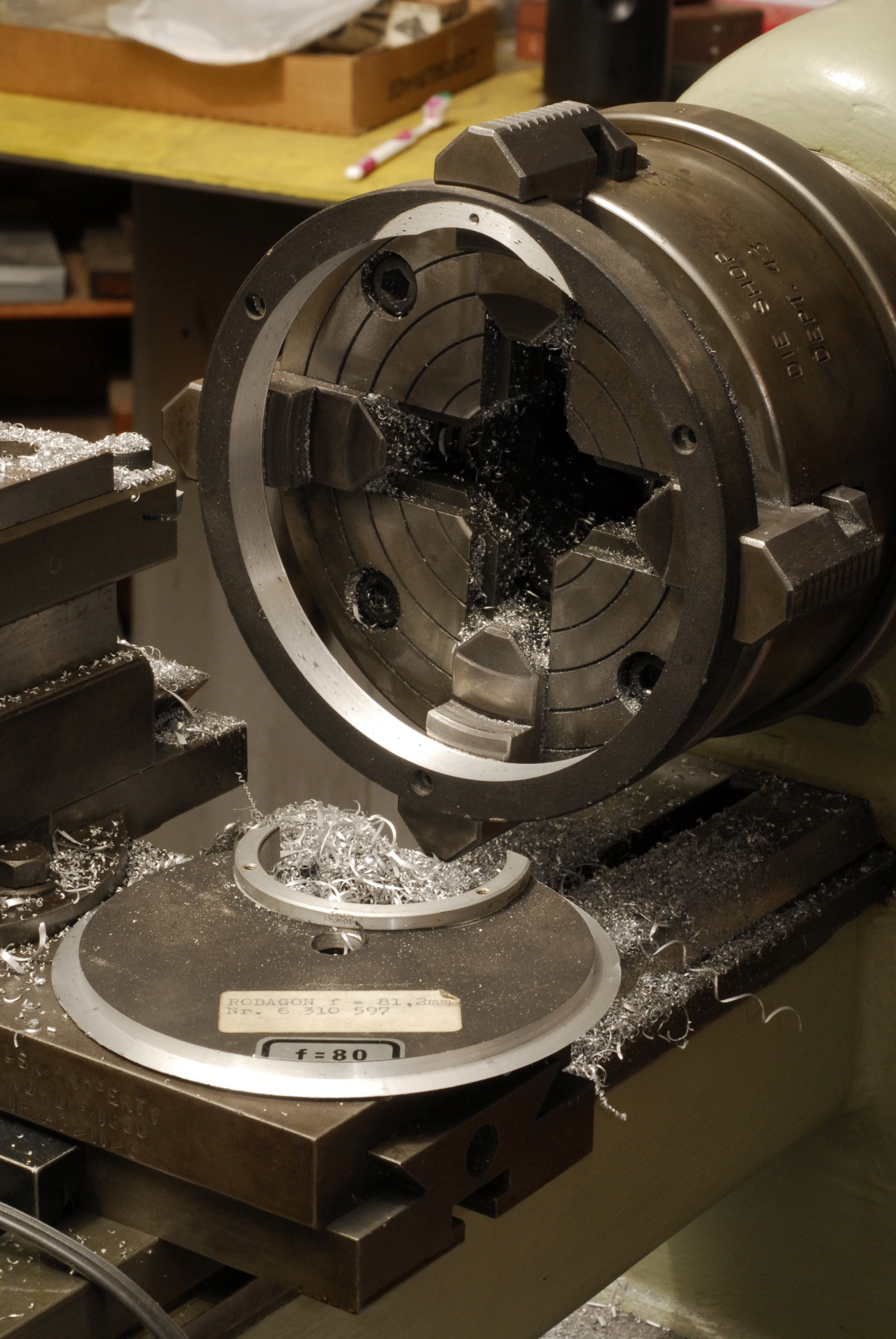
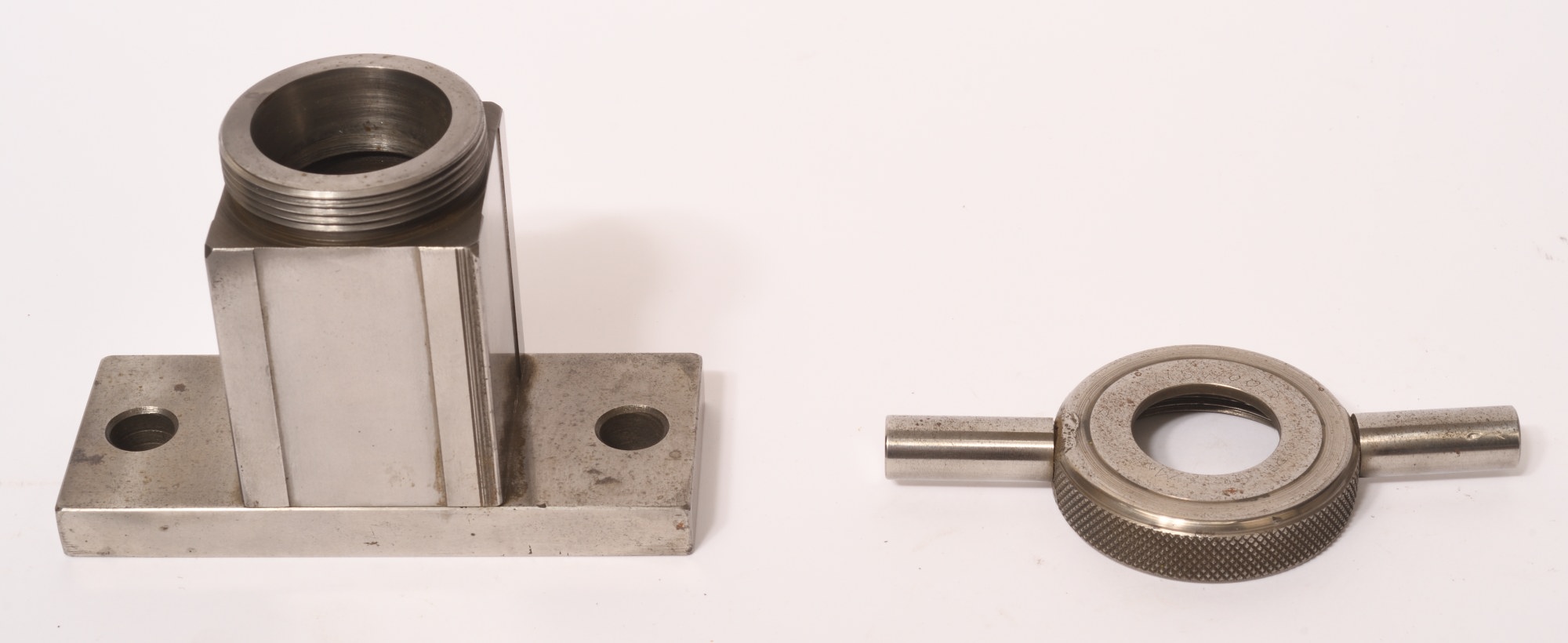
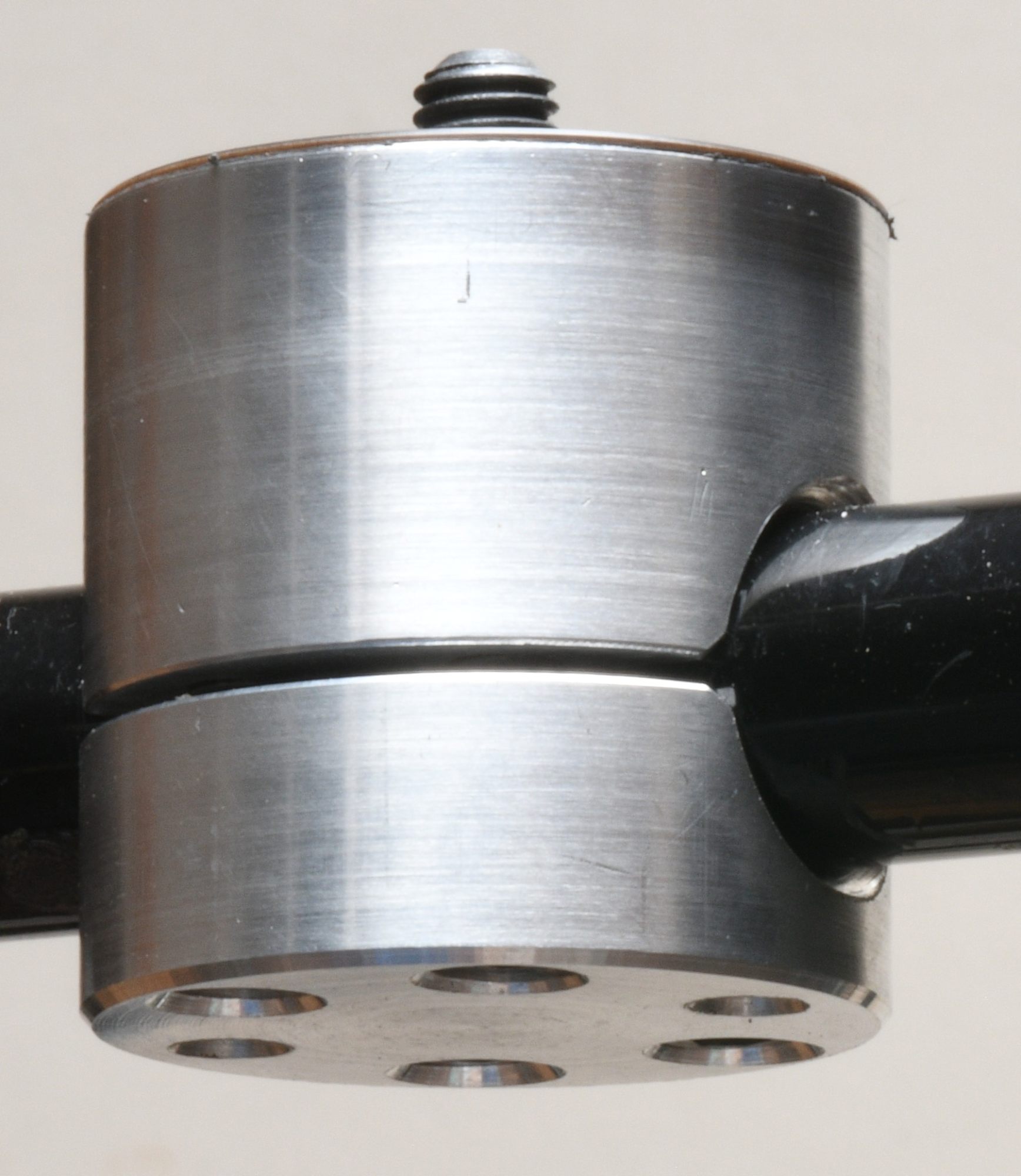
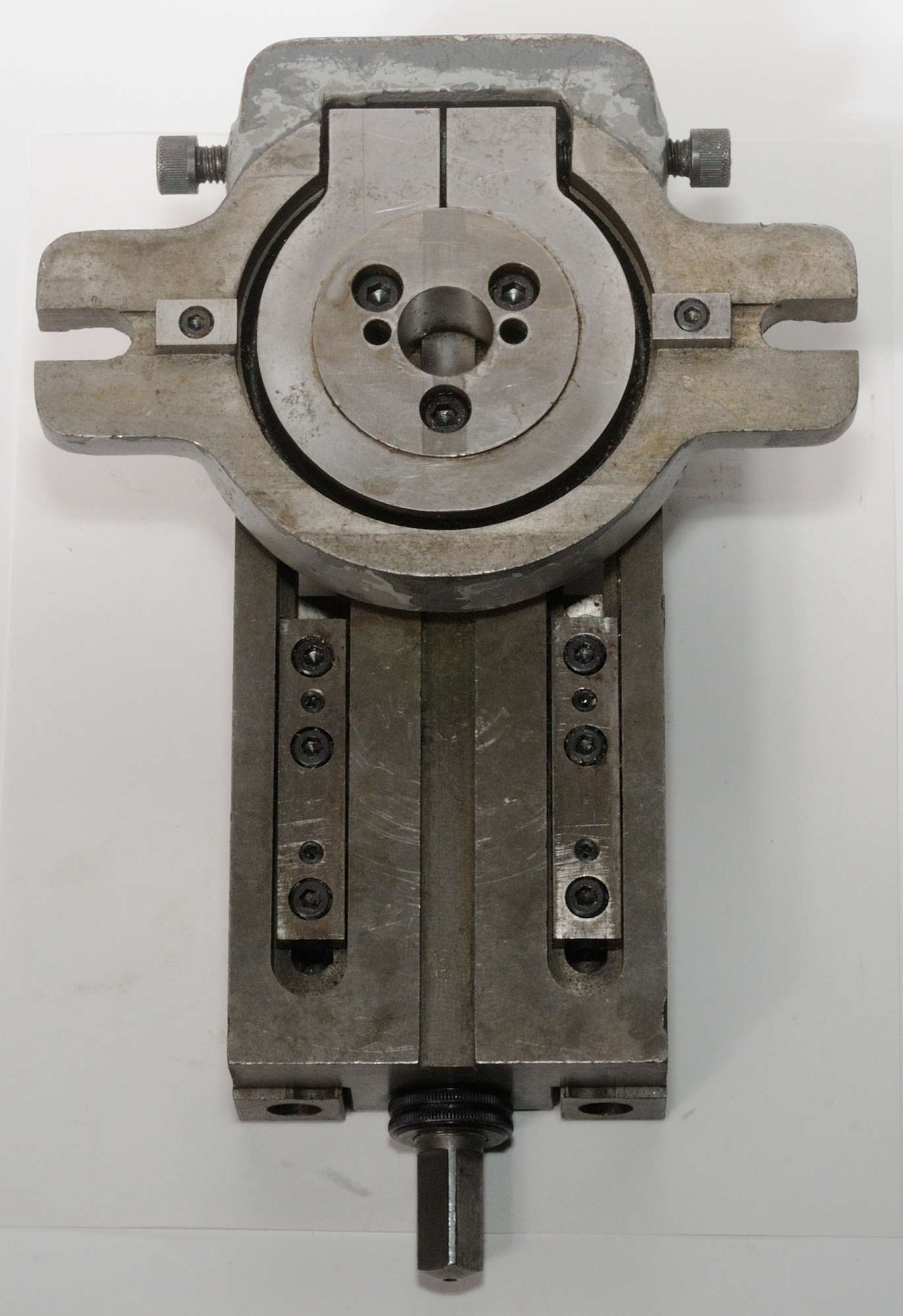
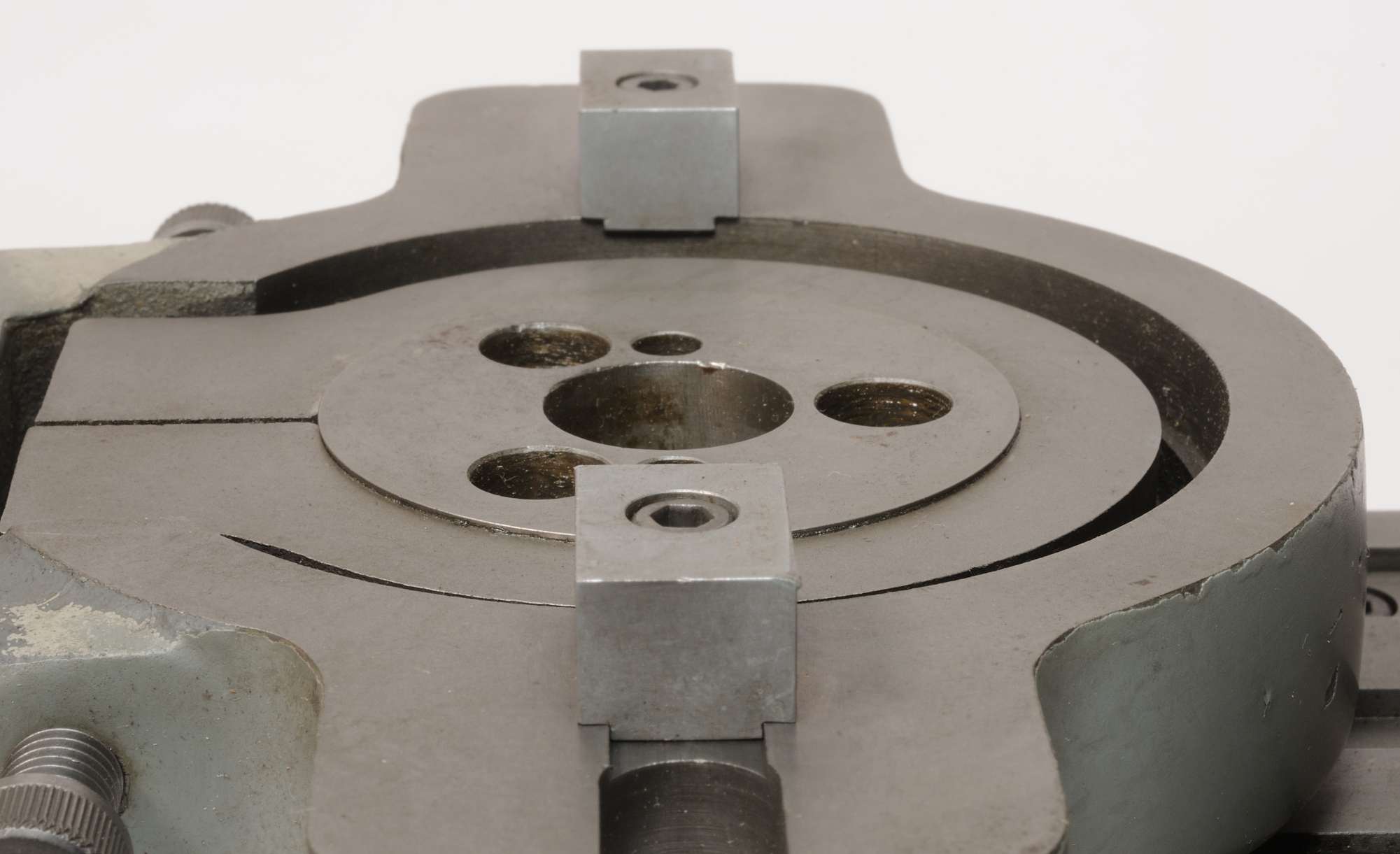
ROTARY TABLE with HARDINGE 5C TAPER SPINDLE NOSE. This is the rotary table I mentioned in the above listing. I had a Hardinge 5c taper spindle nose centerless ground to a "slip fit" to the Nikken rotary table. In the right foreground is a short drawbar I made that allows me to use collets on the rotary table. I may now machine something on the lathe and move the chuck with the workpiece to the rotary table on the milling machine for further machining--usually locating holes concentrically. When you mount a workpiece in a chuck there will be some distortion of the workpiece. When you remove the workpiece from the chuck and then remount it in a different chuck, there will be a different distortion of the workpiece. The job I was working on at the time I came up with this idea would not tolerate any such distortion. It required that a large hole be bored in the workpiece with several small holes located concentrically around the perimeter of the large hole. This was the most efficient solution to that problem and it has served me well for many projects in the many years since. I use it frequently. This is not for sale. It is just an idea that you are welcome to utilize. I do have a surplus-to-my-needs new-old-stock Nikken 12 position quick indexing plate (I am using a 24 position plate) available for the Nikken which I am willing to trade for a Nikken quick indexing plate that will not duplicate my capabilities. I may be willing to buy your Nikken quick indexing plate outright. In the 2nd photo the thru hole was bored with the Nikken spindle axis horizontal, then the rotary table was repositioned and the 4 small holes were bored. By leaving the workpiece in the chuck, those small holes were positioned perfectly using the rotary table. Before removing the workpiece from the chuck I added 2 more holes in the 6 hole pattern in line with the large bored hole--for set screws, in case they are needed. In the 3rd photo you see the completed tripod head mounted on the handlebars of an electric trike that I built. In the 4th photo you see a gimbal head and camera mounted on the piece that I made. I will use it like this for creating video of the trike from the driver's point of view. Then I will use the gimbal head for long lens nature photography--the ultimate intended purpose of this setup.


HARDINGE REVOLVING VISE. 4" wide, 1" high jaws, 2 3/4" maximum opening. Low profile, high quality Hardinge vises are ideal for Clausing, Hardinge and other similar sized mills and for most of what I want to hold in a vise. Keys not included. I have several size keys available--see below. Handle not included. I now have a crank hande available, which I will post soon. $OLD. The vise keys are still available.







HARDINGE VISE KEYS. 5/8" wide, 9/16" wide and 7/16" wide keys available. Each supplied with appropriate 10-32TPI socket head cap screws. I can also supply a set of round 9/16" wide keys with 1/4-20 TPI socket head cap screws. The round keys are a GLENNVIEW product. The rectangular keys came in with Hardinge vises. Your choice, $75 per pair.

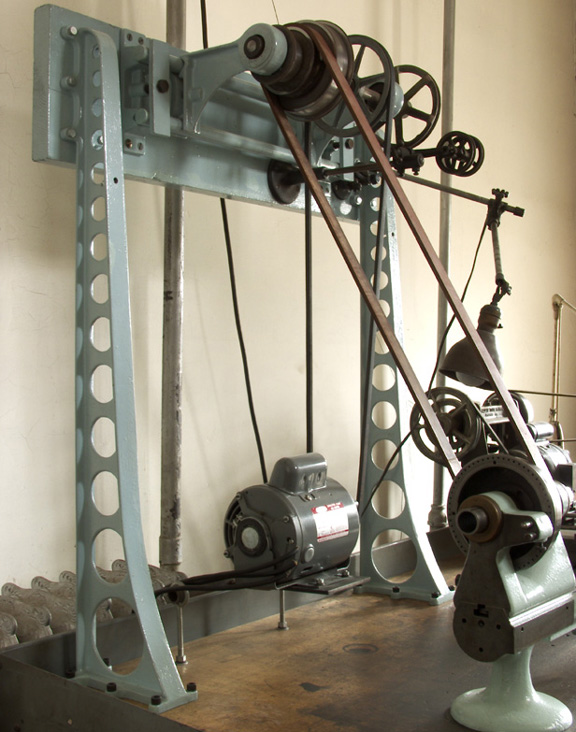
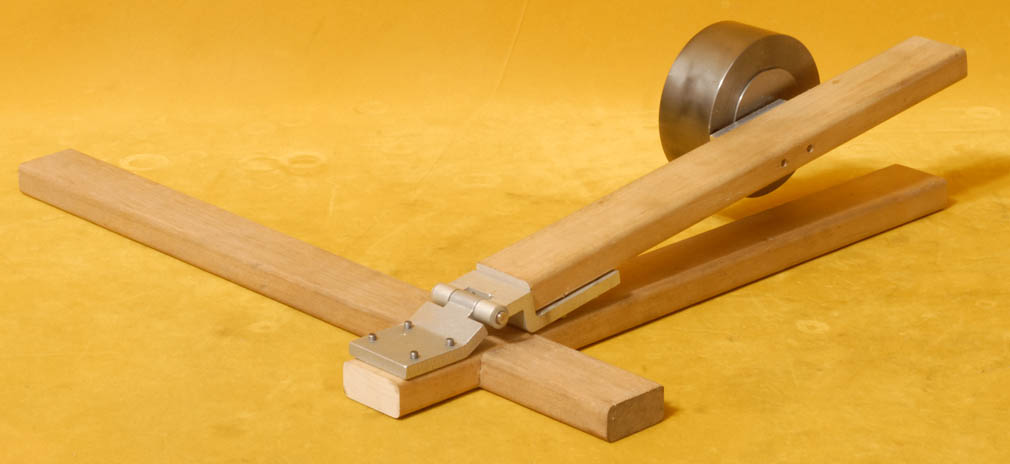
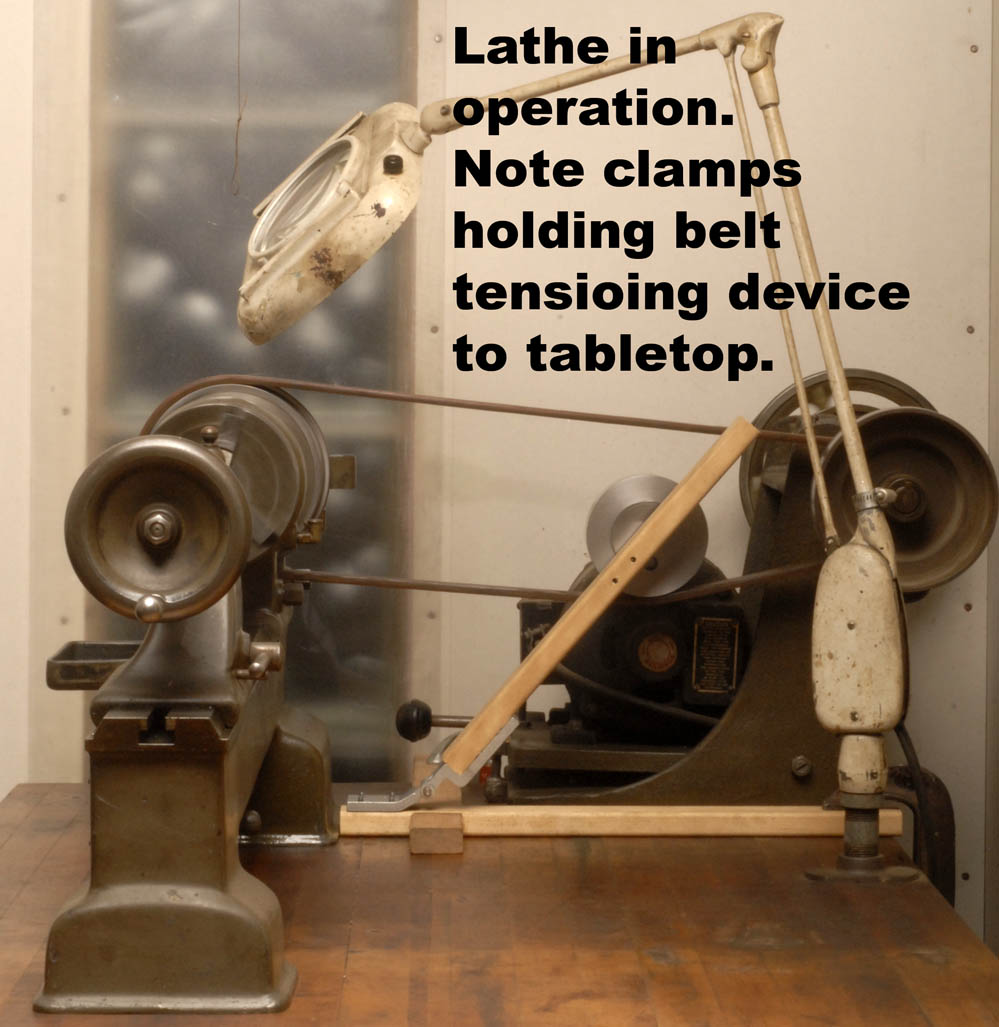
BELT TENSIONER FOR FLAT BELT DRIVE HARDINGE OR ELGIN LATHES. This is what is called a swinging idler pulley. You can read about one described in the copy of text from a book under the overhead line shaft drive system listed below. Will work with other lathes as well. Should work with most lathes as is. I left the hardwood arm that holds the wheel long so that it may be repositioned for use on larger lathes. The 1 11/16" wide steel wheel weighs 4# 10 ounces. It runs on 2 needle bearings on a shoulder screw shaft. Take a look at the lathe belt without the belt tensioner in use. I installed that belt myself. It is a new leather belt installed as tightly as I could manage on the fixed position cone head pulleys. Note how much the belt is further tensioned with the belt tensioner in use (the lathe wheels and belt are moving in this photo). Leather belts stretch with use. The idler pulley automatically takes up the slack. The belt tensioner needs to be clamped to the tabletop to keep it in position. This belt tensioner dramatically reduces belt slippage and increases the driving power of flat leather belt driven lathes. I offer it for sale only because I can make another for my own use. The asking price will cover my time and materials. $350.


10.5" and 9 5/8" DIAMETER FLAT BELT PULLEY. Cast and machined. With integrated 7/8" diameter shaft that extends out from side of pulley 9 3/8". 11 3/4" overall length shaft. 7/8" width crowned pulleys. $125. $175 for both pulleys if purchased with the smaller pulley listed below and illustrated along side this larger pulley for size comparison.


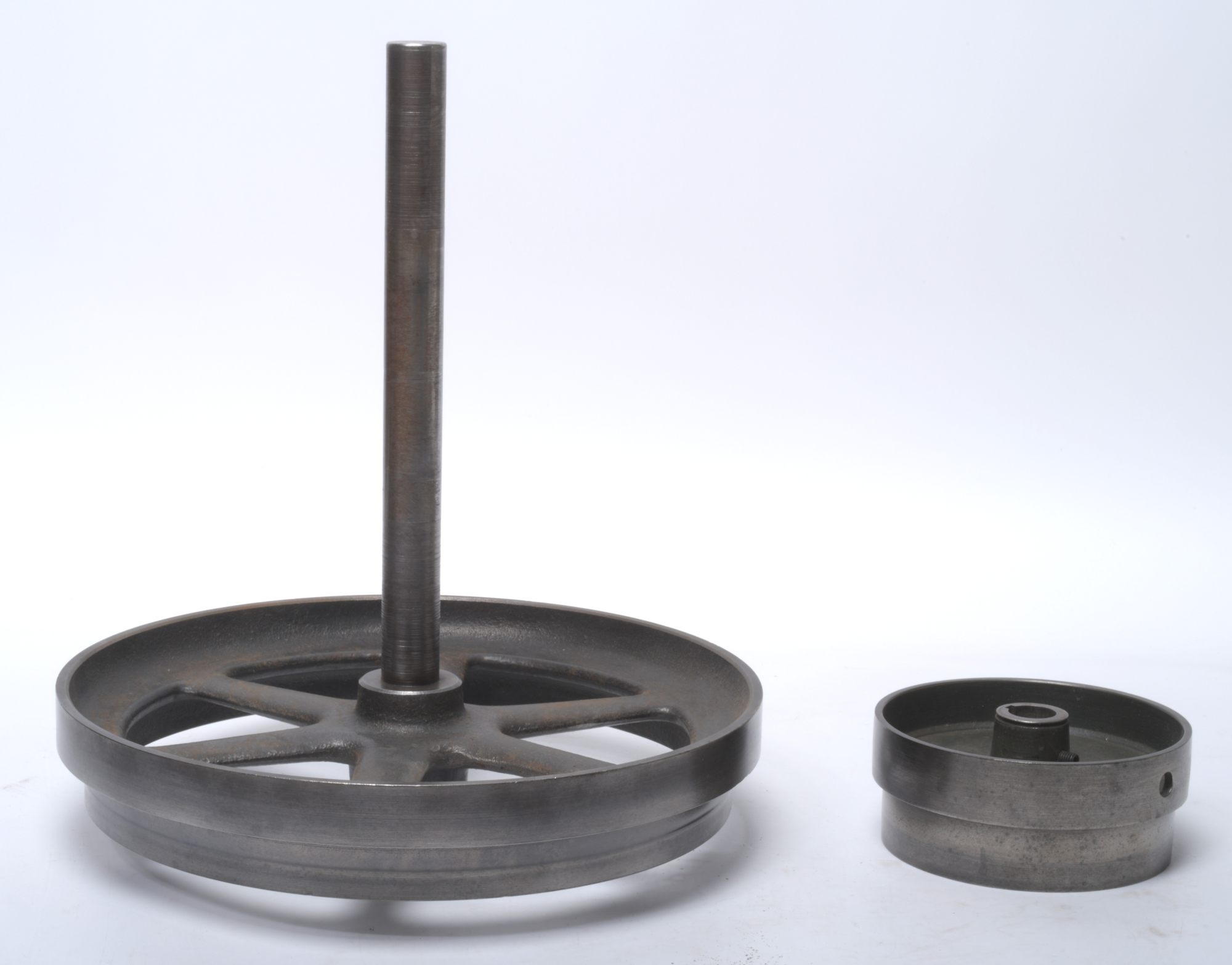
2-STEP CROWNED PULLEY. Cast iron. .703" diameter hole with key and set screw. Diameter of the pulleys are 4.7" and 4.4". Width of each pulley is about 1". Understand that the pulley diameters do not have to exactly match the diameters of the pulleys on your cone head lathe if you mount the driver pulley on an adjustable mount. The width of the pulley does not have to match either; the belt needs to be sized to the smaller width pulley only. These are crowned pulleys; the running belt will find the pulley center. $70.


RUBBER FACE FOR YOUR LEATHER BELT. The leather belt on this lathe is decades old. A new leather belt would not perform any better. Adding a rubber face dramatically increased the driving power of this flat leather belt driven lathe. The leather provides the dimensional strength, the rubber provides the grip. The 1/16" thick very sticky back rubber that I added to the inside face of the leather belt was designed as EPDM rubber roofing tape. I had to order 200 linear feet minimum. Although my leather belt was properly sized for my cone head pulleys, there was plenty of room on the inside for this rubber. It was not necessary to remove the belt to install the rubber. It only took only minutes to install the cut-to-width rubber. The rubber does a great job of reducing slippage and increasing the driving power of flat leather belt driven lathes. I offer it because I have some left over from the EPDM roof I put on my shop. I can supply it in 5" width by most any length at $.75 per square inch. I made a jig to cut it and I can neatly cut it to width for you at $20 for smaller lengths, more for longer lengths. Without the appropriate jig it is difficult to cut neatly. Order a little extra length to make sure you have enough; do not stretch the rubber during application. I recommend that the width be slightly less than the width of your belt; you do not want the very sticky back protruding beyond the edges of the belt. It does not matter if you use a Clipper belt lacer, a glued joint or hand stitching; I put the rubber right over the joint to give a continuous gripping surface. Rubber lined belts run very quietly and have lots of driving power. You will find yourself cutting at higher speeds and taking heavier cuts. You will enljoy the quieter, more efficient performance of your lathe. This is probably the most cost effective improvement you could add to your lathe. I have now added a rubber face to the above lathe; wow, what power!




Flat belts have become difficult to find. These vary in age, but all are old. I use one on my threading lathe that is about as old as these. Leather is intertwined fiber; it is extremely tough and holds up really well. While repairing a camera recently, I wanted to remove the remains of a leather belt from underneath a rivet; that leather was so tough that I gave up and ground the rivet off in order to remove the leather underneath. Most belts are composed of multiple strips of leather joined with glued scarf joints. I have never had a leather scarf joint fail. Many of these belts have Clipper or some other brand metal joiners, which allows quick connect or disconnect. Chances are, however, that the length will not be ideal for your purposes.....unless you plan around the length of the belt. Personally, I hand stitch belt joints using waxed Nylon cord thread because the length of the belts I use is fixed. I sold the Clipper belt lacers I have had. I will supply a short piece of rod for those belts with metal end pieces that require a rod for coupling the ends together. I measured the length by laying the belt down alongside a tape measure; the belts likely will be longer when under tension in use. My threading lathe belt is a great example of that. I measured the thickness in one randonly chosen spot on each belt; the thickness may vary a bit over the length. Width should be fairly consistent over the length. Do not give up on flat belts and convert your lathe to V-belt drive because you will destroy the value of your lathe. Think about it: someone had to disassemble the spindle in order to mount that V-belt on his cone head lathe. Respect your machinery; leave it as it was designed. Flat belts were good enough for our forefathers and they are good enough for you and I. A properly mounted flat belt will serve you well. Round leather belts are often used on sewing machines and jewelers lathes.
























